Расточка двигателя
Содержание:
- Выступы седел клапанов
- Для чего нужна расточка блока цилиндров?
- Процесс растачивания каналов головки
- Расточка цилиндра на дому
- Расточка цилиндров – что важно знать?
- При помощи чего проводится расточка
- Этапы операции по расточке блока цилиндров
- Цена расточки и хонингования блока цилиндров
- Другие работы по ремонту блока цилиндров
- С нами сотрудничают
- Контакты
- Народные способы
- Как опознать убитый или отремонтированной мотор перед покупкой машины
Выступы седел клапанов
При установке седел клапанов в головку блока образуются уступы во впускных и выпускных каналах, из за несовершенства самой отливки и прямых цилиндрических форм седел. Места сопряжений стоковых деталей, обычно никак не обрабатываются. Даже если заводом предусмотрена обработка мест стыковки седел клапанов и головки блока, выполнена она посредственно с образованием новых уступов, так как обработка предусматривает лишь прохождение фрезой, что не дает необходимого качества при обработке сложных, изогнутых поверхностей. Сглаживание мест сопряжения тела головки блока с седлами клапанов, дает очень хорошие результаты, в плане уменьшения сопротивления потоку и как следствие повышения наполнения цилиндров двигателя.
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
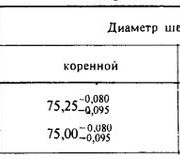
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов
Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.
- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
Расточка цилиндра на дому
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит. Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего. Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
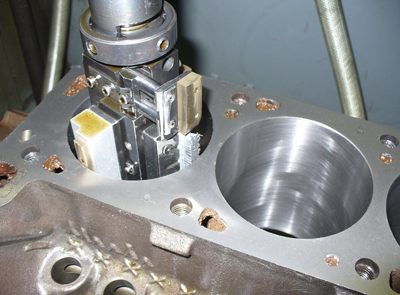
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
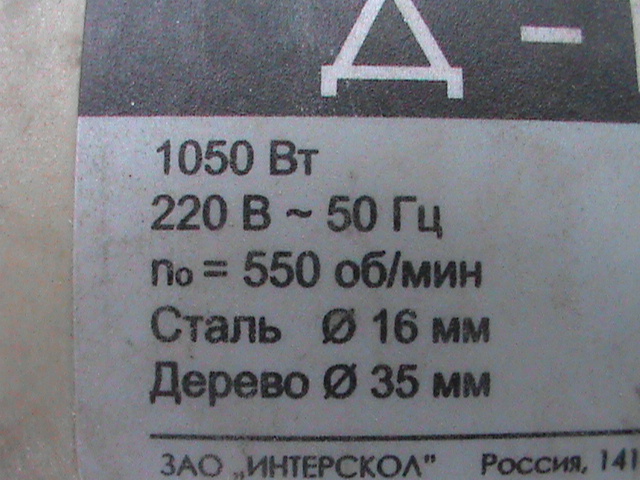
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.
Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Расточка цилиндров – что важно знать?
Двигатель внутреннего сгорания – «сердце» автомобиля. От его состояния зависят потребительские качества
Часто первое, на что обращает внимание покупатель, это состояние мотора. Поршневая группа имеет определенный ресурс, по достижении которого необходим капитальный ремонт, либо ее замена
Срок службы сильно зависит от используемых горюче – смазочных материалов, условий эксплуатации, стиля езды. Суррогатное масло способно убить мотор за 10 000 км.
И напротив, бензиновый двигатель при должном обращении может пройти до 300 000 километров без капитального ремонта.
Расточка требуется в двух случаях:
- Форсирование мотора.
- Ремонт блока, при котором требуется восстановить геометрию цилиндров, либо устранить задиры на его стенках.
Повысить мощность можно разными способами. Для этого увеличивают степень сжатия, устанавливают турбокомпрессор, повышают максимальные обороты.
Если эти меры не обеспечивают достаточного повышения мощности, увеличивают рабочий объем. Для этого прибегают к расточке.
По мере износа цилиндр вместо правильной формы приобретает вид овала.
Зазор между стенками цилиндров и поршневыми кольцами становятся неравномерным по ходу поршня.
Вылечить такую «болезнь» можно расточкой,
если позволяет толщина стенок и материал, из которого изготовлен блок. В противном случае необходима замена двигателя.
До недавнего времени подавляющее большинство моторов имело чугунный блок. Чугун прочен, термостоек, блоки из него отличаются ремонтопригодностью.
Технический прогресс, направленный на уменьшение массы двигателей, привел к массовому применению алюминия. Этот материал не обладает прочностью чугуна.
Для повышения износостойкости на стенки цилиндров напыляют кремний, или другой материал. Блоки с тонким слоем такого покрытия, как правило, расточке не подлежат. Толщина стенок не позволяет установить гильзы – вставки в цилиндр
, изготовленные из материалов с высокой прочностью.
Последовательность действий при расточке такова:
- Тщательно отмытый от масла и отложений блок устанавливается на станину фрезерного станка.
Блок должен быть ориентирован в строго горизонтальном положении при помощи уровня. Резец должен быть направлен параллельно вертикальной оси цилиндра;
- Резцом нужного диаметра поочередно растачивают стенки цилиндров до заданного размера;
- Производится хонингование, то есть шлифовка поверхности до нужной степени абразивности. Это необходимо для уменьшения трения и удержания масла на стенках цилиндров в процессе эксплуатации.
Процедура расточки проста, но требует высокой квалификации исполнителя. Необходимо тщательное соблюдение всех зазоров допусков, качественная финишная обработка поверхности.
Это прямо влияет на ресурс отремонтированного двигателя.
Источник
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Этапы операции по расточке блока цилиндров
- Разборка силового агрегата и извлечение блока цилиндров;
- Проведение микрометрическими приборами измерений для определения объема работ по снятию металла с каждой стороны. Это особенно необходимо, когда цилиндр приобрел овальную форму (произошла «овализация»);
- Установка БЦ на станине станка строго по уровню;
- Работу по расточке должен выполнять опытный специалист. Станок, не соответствующий требованиям, не позволит точно выполнить работу. В итоге блок цилиндров может быть просто испорчен;
- Далее специалист выбирает между выполнением хонингования (тип хонингования зависит от возможностей автосервиса) или «нанесением зеркала». Предпочтительнее произвести хонингование внутренних стенок цилиндра, однако оба способа считаются приемлемыми. В этом случае все зависит от выбора специалиста;
- Последний этап работы — сборка и монтаж.
Наши мастера за работой
 |
 |
 |
Срок выполнения работ: 1 день
Цена расточки и хонингования блока цилиндров
Цены действительны с 1 августа 2021 года
Скачатьпрайс-лист
|
Двигатель |
Цена, руб. |
|
Бычок (за гильзу) |
600 руб. |
|
ВАЗ 2101-21083 |
1 800 руб. |
|
ВАЗ через ремонт или переход с Ø 76,0 на 79,0 мм |
2 000 руб. |
|
ЗИЛ (за гильзу) |
550 руб. |
|
Ока |
900 руб. |
|
Ока через ремонт или переход с Ø 76,0 на 79,0мм |
900 руб. |
|
Таврия |
1 800 руб. |
|
Таврия через ремонт |
1 600 руб. |
|
Трактор (за гильзу) |
600 руб. |
|
УАЗ Ø100 мм |
3 200 руб. |
|
ЯМЗ (за гильзу) |
600 руб. |
|
Двухтактный двигатель (пускач), Ø цилиндра до 45 мм (за 1 цилиндр) |
1 000 руб. |
|
Двухтактный двигатель (пускач), Ø цилиндра более 45 мм (за 1 цилиндр) |
1 500 руб. |
|
Иномарки легковые а/м (за гильзу) |
1 140 руб. |
|
Иномарки легковые а/м, в том числе через ремонт (за цилиндр) |
1 250 руб. |
|
Иномарки грузовые а/м (за гильзу) |
1 500 руб. |
|
Иномарки грузовые а/м, в том числе через ремонт (за цилиндр) |
1 650 руб. |
Другие работы по ремонту блока цилиндров
Цена: от 1 650 руб.
|
Гильзовка и хонингование блока цилиндров (без учета стоимости гильз) |
Цена, руб. |
|
Гильзовка блока цилиндров ВАЗ |
3 900 руб. |
|
Гильзовка блока цилиндров Ока |
1 900 руб. |
|
Гильзовка блока цилиндров Таврия |
3 900 руб. |
|
Гильзовка блока цилиндров УАЗ Ø 100 мм |
7 500 руб. |
|
Иномарки легковые — гильзовка алюминиевого блока, гильза чугун (за цилиндр) |
3 700 руб. |
|
Иномарки легковые — гильзовка чугунного блока, гильза чугун (за цилиндр) |
3 200 руб. |
|
Иномарки — гильзовка V-образного алюминиевого блока, гильза чугун (за цилиндр) |
4 400 руб. |
|
Иномарки — гильзовка V-образного чугунного блока, гильза чугун (за цилиндр) |
3 950 руб. |
|
Иномарки грузовые – гильзовка блока (за цилиндр) |
3 850 руб. |
|
Перепрессовка поршней, иномарка |
300 руб. |
|
Перепрессовка поршней, отечественная |
150 руб. |
|
Мойка блока, легковые а/м |
500 руб. |
|
Мойка блока, грузовые а/м |
700 руб. |
С нами сотрудничают
-
Мосводосток
-
Автокомбинат им. Краузе
-
МосАвтоДор
-
ТулаАвтоДор
-
ОГУП «Волгоградавтодор»
-
АО «МосТоТрест-Сервис»
-
ФГУП «Пойма»
-
ГБУ «Жилищник»
-
ПАО «Мостотрест»
-
МТФ-завод «МОКОН»
-
АО «ФЦНИВТ «СНПО «ЭЛЕРОН»
-
Агрохолдинг «РУСМОЛОКО»
-
ООО «ТУЛАМАШАГРО»
-
АО «МИСК»
-
ООО «ССК «ГАЗРЕГИОН»
-
АО «ГАЗСТРОЙ»
-
ПАО «ГОФРОН»
-
ФСК «Мостоотряд-47»
-
СТФ «Мостоотряд-99»
-
АО «Шаховский ДСК»
-
АО «Озеры-молоко»
ООО «Санрайз» Евгений
«Работаем с компанией «Мир Моторов» более года. Обращаемся по ремонту и восстановлению блоков цилиндров, к/валов, ГБЦ и шатунов. Везем много и часто. Пока замечаний нет. Как говорится качественно.
МУП «Татариновское ЖКХ» Ступинский р-он Леонид Григорьевич
Сотрудничаем с компанией «Мир Моторов» с 2015 года. За это время отремонтировали ДВС Д-245, с десяток ГБЦ, ТНВД 656, блоки, к/валы. Достойно по качеству. Быстро. Без замечаний. Хоть и не близко расположены, отличный сервис. Зато в результате я уверен!
Контакты
Адрес: Московская область, Ленинский р-он, с. Молоково, ул. Революционная, д. 142, с. 1 Телефон: +7 (498) 787-99-77 Время работы: Пн-Пт: 08:00 – 17:00. Сб, Вс: Выходные ИНН 7713315870 ОГРН 1037739209397
Схема проезда
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Как опознать убитый или отремонтированной мотор перед покупкой машины
Что такое капремонт
Ремонт силового агрегата бывает частичным и полным. В первом случае сервисмены ограничиваются заменой поршневых колец, вкладышей, сальников и прокладок. При полной же переборке объем работ существенно больше, стоимость ремонта выше, а шансы сделать что-то не так увеличиваются.
Так, при полной капиталке не обойтись без демонтажа мотора и механической обработки — например, расточки блоков и шлифовки коленвалов. При этом успех во многом зависит от качества запчастей. Нередко вместо новых деталей ставят подержанные, чтобы снизить свои затраты в расчете на выгоду.
Меняются прокладки, резинометаллические уплотнения, элементы привода ГРМ, устанавливаются новые поршневые кольца и вкладыши коленчатого вала. Возможна замена также клапанов, масляных насосов и коленчатых валов. Блок цилиндров и головки, как правило, не меняют, а стараются отремонтировать расточкой или перегильзовкой. Все зависит от масштаба бедствий проблемного мотора.
Косвенные признаки капремонта
При визуальном осмотре автомобиля, который вы наметили к покупке, следует обратить особое внимание на состояние моторного отсека. Уже сам по себе идеально чистый двигатель не нового автомобиля должен насторожить
Еще больше информации дадут идеально чистые опоры силового агрегата. Если ситуация такова, вероятность, что двигатель демонтировали, серьезно повышается.
Стоит обратить внимание также на то, как проложен герметик головки блока цилиндров. На двигателях, сохранивших заводское исполнение, уплотняющая полоса выглядит идеально ровно, поскольку наносится в заводских условиях автоматически
Наконец, осмотрите через лупу болты крепления головки блока. Если они совершенно новые, а рядом видны характерные царапины от инструмента, есть вероятность, что двигатель вскрывался.
Другие признаки проблемного мотора
Открутите масляную пробку и посмотрите на ее тыльную сторону. Здесь не должно быть никаких белых следов и эмульсии. В противном случае двигатель перегревали и очень вероятно, что неоднократно. Как вариант, блок цилиндров покоробило, прокладку пробило, и антифриз попал в масло. Кстати, прорыв масла в антифриз легко обнаружить также по эмульсии на масляном щупе двигателя.
Многое о здоровье мотора может сообщить и выхлоп. Если двигатель проблемный или капремонт проводился некачественно, проблему можно выявить по сизому или голубоватому дыму из выхлопной трубы. Белый же дым на хорошо прогретом двигателе — чаще всего следствие попадания в цилиндры охлаждающей жидкости, например, через негерметичную прокладку головки блока.
Вооружаемся видеокамерой
Хотите буквально докопаться до правды? Тогда выкручивайте свечи и с помощью эндоскопа (специальной камеры со светодиодной подсветкой) осматривайте состояние стенок цилиндров. Посредством такого оборудования можно подробно рассмотреть камеру сгорания, стенки цилиндров, поршень и клапаны.
Причем такие приборы делают четкие снимки и даже качественную видеозапись, которую можно представить как аргумент для торга с продавцом. Советуем не полагаться в таком вопросе лишь на свои силы. Специалист точнее определит с помощью эндоскопа степень износа стенок цилиндра по характерным задирам и трещинам.
Кроме того, вооружившись эндоскопом, можно определить наличие так называемой хонинговочной сетки (финишная чистка поверхностей при помощи специальной абразивной пасты), которая способствует удержанию моторного масла. Если она присутствует и нанесена профессионально, то цилиндропоршневая группа работает без проблем.