Самостоятельная регулировка клапанов на популярных моделях тракторов мтз беларус
Содержание:
- Затяжка головки блока цилиндров на дизеле и бензиновом моторе
- КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
- Регулировка клапанов МТЗ 80
- Регулировка клапанов д 245
- Порядок затяжки ГБЦ д 260
- Правила проведения затяжки крепления
- Подготовка стягиваемой поверхности блока и головки
- Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
- Характеристики Д-243
- Двигатель Д-245
Затяжка головки блока цилиндров на дизеле и бензиновом моторе
Устройство ГБЦ независимо от типа двигателя — схоже. Внутри находится газораспределительный механизм, а сам корпус является составляющей камеры сгорания и имеет специальные каналы, предназначенные для циркуляции масла и антифриза. Благодаря должному прилеганию ГБЦ, соблюдается герметичность всех систем, и мотор работает с максимальным КПД. Головка блока состоит из сплава алюминия с другими металами, а болты, которые используются для затяжки, – из стали. Повышенная температура заставляет металлы расширяться, но с разной степенью интенсивности, поэтому в случае ошибок при установке возникающее напряжение корпуса способствует появлению трещин.
КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
» Двигатель Д-240 » КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
Основными деталями кривошипно-шатунного механизма (КШМ) дизеля Д-240 являются: коленвал, поршневая группа, поршневые кольца и пальцы, шатуны, маховик, шатунные и коренные вкладыши подшипников.
Коленчатый вал трактора МТЗ-82 изготовлен из стали и подвергнут закалке поверхности токами высокой частоты. Вал имеет четыре шатунные и пять коренных шеек и оснащен съемными противовесами, установленные на первой, четвертой, пятой и восьмой шейки. Благодаря противовесам снижается износ коренных подшипников и уменьшается воздействие центробежных сил от неуравновешенных масс кривошипов. Шатунные шейки имеют полости закрытые заглушками, внутри которых происходит очистка масла, поступающее от коренных шеек по наклонным каналам в щеках.
Размеры шеек коленвала (размерная группа)
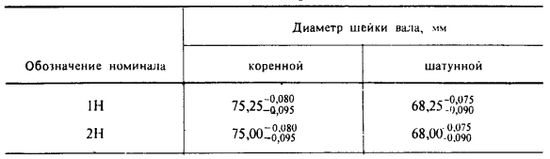
На переднем конце коленвала смонтированы: шестерня привода масляного насоса; шестерни привода шестерен распределения; шкив клиноременного привода вентилятора, водяного насоса и генератора. На заднем фланце установлен маховик с зубчатым венцом. От осевого перемещения коленчатый вал ограничивается благодаря упорным полукольцам изготовленные из алюминиевого сплава. Упорные полукольца блокируются от проворачивания выступами, вставленные в фрезерованные канавки в крышке подшипника.
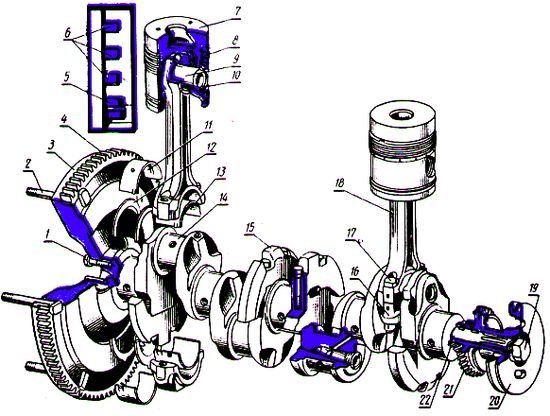
Кривошипно-шатунный механизм: 1 — болт маховика; 2 — болт сцепления; 3 — маховик; 4 — венец маховика; 5 — маслосъемные кольца; 6 — компрессионные кольца; 7 — поршень; 8 — втулка головки шатуна; 9 — поршневой палец; 10 — стопорное кольцо; 11 — вкладыш коренного подшипника; 12 — упорное полукольцо; 13 — вкладыш шатунного подшипника; 14 — коленчатый вал; 15 — противовес; 16 — крышка шатуна; 17 — шатунный болт; 18 — шатун; 19 — болт коленчатого вала; 20 — шкив; 21 — шестерня привода масляного насоса; 22 — шестерня.
Штампованные шатуны д-240 двутаврового сечения изготовленные из стали, в верхнюю головку которого запрессована биметаллическая втулка. Во втулке и верхней части шатуна предусмотрены специальные отверстия для смазки поршневого пальца. Нижняя головка разъемная и расточена для монтажа шатунных вкладышей. От осевого смещения вкладыши фиксируются выштампованными усиками, вставляемые в фрезерованные прорези в расточках крышки и шатуна. Крышка шатуна присоединяется к нему болтами.
Поршень двигателя Д-240
Поршневая группа для дизеля изготавливается из алюминиевого сплава. Боковая поверхность поршня имеет две канавки под маслосъемные и три под компрессионные кольца. Для отвода масла в канавках для установки колец просверлены отверстия. Камера сгорания в днище поршня имеет шатровую форму. В бобышках поршня расточены отверстия для установки поршневого пальца и канавки для стопорных колец.
Поршневые кольца изготавливаются из специального сплава чугуна. На каждом поршне устанавливается три компрессионных кольца и четыре маслосъемных скребкового типа.
Вкладыши шатунных и коренных подшипников сделаны из биметаллической сталеалюминиевой полосы. В верхних половинках коренных вкладышей имеются отверстия, совпадающие с маслоподводящими каналами блоке. Кроме того, в первой, третьей и пятой верхних половинках имеются отверстия для отвода масла от коренных подшипников к опорным шейкам распредвала.
Схема расположения поршневых колец на поршне: 1 — верхнее компрессионное кольцо; 2 — компрессионные кольца; 3 — верхние маслосъемные кольца; 4 — нижние маслосъемные кольца; 5 — поршень.
Маховик двигателя Д-240
Маховик изготовлен из серого чугуна в форме массивного диска, крепящегося к фланцу коленвала шестью болтами и фиксируемый парой установочных штифтов. На маховик напрессован зубчатый венец, с которым входит в зацепление шестерня включения редуктора пускача, либо шестерня включения стартера. Для проверки и регулировки угла опережения впрыска топлива, на маховике имеется специальное отверстие (метка).
источник
Регулировка клапанов МТЗ 80
Регулировка клапанов МТЗ 80 проводится на тракторе МТЗ 80 после того, как он пройдет обкатку, а в дальнейшем, в процессе работы, после 500 часов его “наезда”. Двигатель на тракторе очень хороший и удачный, но как всякая техника требует регламентного обслуживания. Регулировка входит в перечень работ, проводимого при ТО-2. Регулировка клапанов МТЗ 80 проводится в целях установки необходимых рабочих зазоров между “ножками” клапанов и коромыслами. Регулируемый зазор клапанов МТЗ-80 должен соответствовать техническому стандарту, и составлять – 0,25 мм. Чтобы отрегулировать клапана на МТЗ 80, Вам необходимо проделать следующие действия.
Регулируя клапана, выставьте поршень первого цилиндра двигателя МТЗ 80 в ВМТ. Оба клапана должны быть закрыты. Немного отпустите контргайку на штыре регулировки коромысла, и вставьте щуп между коромыслом и торцом “ножки” клапана. Выставьте отверткой, или плоскогубцами, положение регулировочного штыря, относительно щупа. Он должен умещаться в зазоре, и выходить из него, с небольшим затруднением.
Когда необходимый зазор на одном из клапанов «восьмидесятки» будет отрегулирован, затяните до упора контргайку, и перейдите к следующему. Очередность регулировки МТЗ, должна соответствовать очередности работы цилиндров его двигателя, то есть 1-3-4-2. По мере регулировки клапанов не забудьте прокручивать коленный вал двигателя на 180 градусов вправо, находясь лицом к двигателю. По окончании работы по регулировке клапанов, установите на штатное место колпак крышки, и заведите мотор для проверки его работы.
Если Вы следовали всем нашим рекомендациям, двигатель трактора будет работать тише. Сама работа по себе несложна. Однако делать ее необходимо, если вы полностью уверены в своих действиях, или у вас есть опытный «советчик». Вовремя проведенные работы повысят надежность работы двигателя и срок его службы.
- Регулировка клапанов УАЗ
- Порядок регулировки клапанов ВАЗ 2101
- Регулировка фар своими руками
- Регулировка зажигания ВАЗ 2109
- Ваз 2110 регулировка фар
Нет связанных постов
Регулировка клапанов д 245
Характеристики мотора. Общая информация
Использование внутреннего турбинного компрессора с корректируемым воздушным потоком дает возможность создавать оптимальную приемистость при работе двигателя. Данный показатель обеспечивается усиленным параметром крутящего момента даже при минимальной оборотистости вала. Также отработанные газы соответствуют всем требуемым стандартам. —
Все моторы серии ориентированы на работу в темп. условиях до отметки +40 градусов по Цельсию. Главная сфера применения данных дизелей – силовые установки для строительной техники, дорожной техники и колесных тракторов.
Характеристики
Прежде чем изучать регулировку клапанов в Д-245 учитывайте его тех. параметры:
- Производитель – ММЗ.
- Тип – четырехтактный дизельный мотор 4 цилиндра.
- Подача топливной смеси – впрыск.
- Цилиндр диаметром – 110 мм.
- Перемещение поршня – 125 мм.
- Компрессия – 15,1.
- Объем – 4,75 л.
- Охлаждение – жидкостное.
- Оборотистость – 2200 вращений/мин. Средний расход топлива составляет около 230 г/кВтч.
Модификации
Порядок регулировки клапанов идентичен и для других модификаций серии. Среди них также Д-245-06. Двигатель имеет показатели мощности 105 лошадиных сил, четыре цилиндра и свободный атм. впуск. Модель ставится на тракторы МТЗ 100/102. В комплектации мотор оснащен СТ-142Н стартером, генератором, а также компрессором, насосом шестеренчатого типа, помпой и муфтой сцепления.
Данная установка имеет рядное местоположение цилиндров и турбинную систему наддува. Мотор устанавливается на машины МАЗ-4370 и оборудован стартером на 24 вольта, компрессором с турбиной, водяным, масляным и шестеренчатым насосом.
Муфта – однодисковая. Модификация имеет мощность 108 «лошадок» и рядное расположение цилиндров. Монтируется на ЗИЛ 130. Мотор Д-245
оснащен топливным насосом и пневматическим компрессором. В комплектацию ГРМ входят крепежные элементы, шайбы, гайки, толкатели, распредвалы, тарельчатые фиксаторы. —
Регулировка клапанов в моторе Д-245
Прежде чем начать заниматься настройкой клапанов Д-245, необходимо изучить особенности данного узла. Вал имеет 5 опор, в движение приводится путем коленвала и шестеренок распределения. В качестве рабочих подшипников используются 5 втулок, которые помещены в участки блока.
Фронтальная втулка размещается в районе вентилятора и оснащена буртом, фиксирующим распредвал осевых сдвигов, другие же из чугуна. Стальные толкатели наплавлены специальным чугуном, а сферическая поверхность обладает 750 мм радиусом. Кулаки распределительного вала с наклоном.
Для верной регулировки клапанов Д-245, следует учитывать, что штанги толкателей выполнены из стального прутка и имеют сферическую область, которая входит в толкатель. Клапанные коромысла были изготовлены из стали, а ось зафиксирована при помощи 4 стоек. Ось полая, оборудована радиальными отверстиями для доставки масла.
Саму регулировку проводите в следующей последовательности
- Снимите колпак крышки цилиндров и посмотрите крепление стоек в оси коромысел;
- Поверните коленчатый вал до перекрытия в 1 цилиндре и отрегулируйте зазор в 4, 6, а также седьмом и восьмом, затем поверните вал на 1 оборот, установив перекрытие на четвертом цилиндре, отрегулировав зазоры в первом, а также втором, третьем клапанах.
- Для регулировки отпустите контргайку на коромысле клапана и проворачивая винт, сделайте необходимый зазор между бойком и стержнем клапана. После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.
Проверку затяжки болтов головки цилиндров производите по окончании обкатки в следующем порядке:
- Уберите колпак и крышку с головки цилиндров;
- Снимите ось коромысел;
- Динамометрическим ключом проверьте затяжку болтов крепления головки цилиндров, при необходимости, произведите подтяжку.
Проверка зазоров
Проверку клапанов двигателя Д-245 в части зазоров лучше проводить через каждые 15 тыс. км пробега.
Также данную процедуру проводят после того, как была снята головка цилиндров, подтягивания болтов ГБЦ, либо после появлении стука в отсеке с клапанами.
Величина зазора между торцовой частью клапанного стержня с бойком коромысла на холодном моторе 0,25 мм на впускном, и 0,45 мм выпускном клапане.
После окончания процесса затягиваются контргайки, устанавливается на место колпак от крышки ГБЦ. Затяжку проверяют после обкатки и далее через каждые 50 тысяч километров на прогретом агрегате.
После контроля, необходимо регулировать зазор между коромыслом и клапанами, после этого нужно затянуть фиксаторы.
Порядок затяжки ГБЦ д 260
Порядок затяжки болтов ГБЦ д 260 осуществляется согласно схемы затяжки. Каждая головка притягивается отдельно. Но лучше затяжку производить синхронно. Поочередно меняя этапы. Потому что это позволит равномерно прижать прокладку. случае если используется одна прокладка под две головки
Момент затяжки гбц д 260
Затяжка болтов гбц д 260 производится в несколько этапов.
- Все болты притягиваются без усилия до контакта головок болтов с поверхностью ГБЦ. На этом этапе следует убедиться что головка сидит равномерно.Так как не должно быть перекоса головки.
- Второй этап затяжки следует произвести при помощи динамометрического ключа. Устанавливается усилие 50 Н*м. Болты притягиваются с этим усилием согласно схемы затяжки
- Третий этап затяжка производится с усилием 170 Н*м
- Четвертый этап устанавливается усилие 240 Н*м
После того как затяжка завершена с финальным усилием. Следует подождать некоторое время не менее полу часа. Потому что необходимо дать возможность прокладке просесть. И осуществить проверку затяжки с усилием 240 Н*м. Все этапы затяжки производятся согласно схемы затяжки.
После завершения работ по затяжке ГБЦ необходимо установить коромысла и произвести регулировку клапанов. зазоры клапанов обязательно изменятся. И их необходимо регулировать заново.
Правила проведения затяжки крепления
Болты ГБЦ
Соблюдайте правила затяжки креплений:
- Момент затяжки ГБЦ указывается в руководстве к транспортному средству. Следует изучить его, прежде чем выполнять ремонт. Этот показатель отличается не только на разных марках автомобилей, но и на разных моделях машин одного и того же производителя. А все потому, что в одних моторах блок цилиндров изготавливают из чугуна, в других – из алюминиевых сплавов, устанавливают асбестовые и безасбестовые прокладки ГБЦ, которые обладают разным коэффициентом расширения.
- Обтяжка производится последовательно и равномерно. Порядок затягивания болтов головки блока цилиндров также нужно уточнять в рководстве.
- После вкручивания болтов с должным усилием, необходимо осуществить контрольную затяжку через 30-40 минут. Необходимость в этом появляется из-за «усаживания» прокладки после установки. Следует также проверить момент затяжки примерно после 1000 км пробега, потому что из-за высоких нагрузок и повышенных температур увеличивается давление на прокладку, что приводит к ослаблению затяжки болтов со временем, а вероятность прогорания прокладки и ее продавливания увеличивается. Порядок затягивания болтов при дотяжке сохраняется. Если для крепления головки ГБЦ использовался пружинный тип креплений, то выполнять протяжку болтов потом не нужно.
- Затяжку производят в три-четыре этапа, соблюдая порядок: сначала крепежи затягивают слегка, потом сильнее, и, наконец, до конца.
- Если используется динамометрический ключ щелчкового типа, то после появления характерных щелчков затягивать болты больше нельзя.
- Рекомендуется менять болты на новые при каждой разборке двигателя, но на 16-ти клапанных движках можно повторно вкрутить старые крепежи, если их длина составляет менее 95 мм (длину нужно измерить вместе с шайбой). В противном случае крепежные элементы упрутся в дно колодца, а при температурном расширении разобьют отверстие, расколют блок цилиндров либо сломаются сами.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.

Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
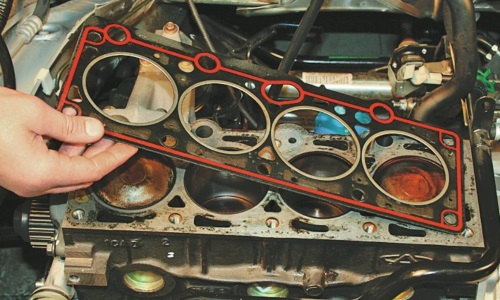
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
Регулировка клапанов трактора МТЗ-80 и его аналогов (МТЗ-82) — составная и важная задача при техническом обслуживании системы газораспределения дизеля и после его ремонта. Эти действия позволяют улучшить работу двигателя, сократить расход топлива, повысить мощность и КПД. Многое зависит от режима и условий эксплуатации трактора. Качественная работа дизеля отражается на его долговечности и надёжности. При интенсивной эксплуатации двигатель и его составные части получают существенную нагрузку. Она отражается на геометрии многих деталей. Клапана и прочие элементы газораспределительного механизма подвергаются термической нагрузке (сильному нагреву), механическим и динамическим перегрузкам. Вибрация, постоянное движение, перепады температуры.
Содержание работ
Весь смысл операции состоит в получении нужных зазоров между бойками коромысел и торцами стержней регулируемых клапанов. При этом следует точно подтянуть болты крепления цилиндров. Следует помнить, что регулировка клапанов трактора МТЗ-82 (и предшественника МТЗ-80) обязана выполняться в чёткие промежутки времени. Сначала, непосредственно после процедуры обкатки, а потом последующие 480 часов конкретной эксплуатации. Любая разборка цилиндров в последующее время подразумевает аналогичные действия. Явным признаком экстренной настройки может служить стук клапанов. Тогда производят внеплановую регулировку. При ухудшении качества работы двигателя, появления задымлённости медлить с проверкой клапанов не стоит!
Очерёдность работ
При наличии элементарных технических навыков, знания устройства двигателя, умения обращаться с простым слесарным инструментом, эту регулировку можно выполнить самостоятельно. Но главное — строго соблюдать очерёдность действий. Начинать регулировку надо с приготовления доступности к крышке головки блока цилиндров. Потом снимают с крышки цилиндров защитный кожух. После следует контролировать силу затяжки креплений у стоек вала коромысел. При этом поршень первого цилиндра обязан быть в положении ВМТ (верхняя мёртвая точка), а его клапаны плотно прижаты (другими словами — закрыты).
На винте для регулировки необходимо ослаблять контргайку нужного клапана, а после, вкручивая или выкручивая винт, выставляют требуемый по щупу зазор между бойком и торцом. Щуп — это мерка, шаблон с определённым значением величины. Ведь измерить зазор другим, примитивным способом в данных условиях нереально. Выполнив регулировку зазора, надо очень крепко закрутить контргайку и сделать контрольную проверку щупом величины зазора. При этом необходимо прокручивать штангу.
Разумеется, клапаны надо подвергать регулировке в строгой очерёдности по формуле работы цилиндров в двигателе. Первый, третий, четвёртый, второй. Это делают при помощи вращения коленчатого вала на половину оборота, причём по часовой стрелке!
Дополнительные наставления
Запрещается закручивать гайки быстро, туго и резкими движениями. Это делается спокойно и равномерно, в несколько заходов
Важно давать возможность и свободу для перемещения закручиваемых элементов. Так проще правильно выставить их положение. Закручивать крепёж важно на тёплом двигателе
Существует схема очерёдности затяжки болтов головки блока цилиндров. Её можно посмотреть в руководстве по регулировке газораспределительного механизма. Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю
Закручивать крепёж важно на тёплом двигателе. Существует схема очерёдности затяжки болтов головки блока цилиндров
Её можно посмотреть в руководстве по регулировке газораспределительного механизма. Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю.
Приведённый выше пример описывает самый простой способ регулировки клапанов двигателя. Существуют и альтернативные методы. Например, двукратный метод. Вам понадобится помощник, так как будет необходимо нажимать педаль сцепления и проворачивать маховик, сверяя положение меток, сделанных специально для этой цели.
Помните главное — техника любит уход, заботу, интеллектуальный подход и бережное отношение!
agromania.com.ua
Характеристики Д-243
| Производство | ММЗ |
| Марка двигателя | Д243 |
| Годы выпуска | 1974-н.в. |
| Материал блока цилиндров | чугун |
| Тип двигателя | дизельный |
| Конфигурация | рядный |
| Количество цилиндров | 4 |
| Клапанов на цилиндр | 2 |
| Ход поршня, мм | 125 |
| Диаметр цилиндра, мм | 110 |
| Степень сжатия | 16 |
| Объем двигателя, куб.см | 4750 |
| Мощность двигателя, л.с./об.мин | 60/2200 81/2200 83/2200 |
| Крутящий момент, Нм/об.мин | 274/- 298/1600 298/1600 |
| Экологические нормы | Евро 0 Евро 1 |
| Турбокомпрессор | — |
| Вес двигателя, кг | 430 (Д243) |
| Расход топлива, л/час (для ГС-10.01) | 8.8 |
| Расход масла, % к расходу топлива, до | 1.1 |
| Масло в двигатель | 5W-40 15W-40 |
| Сколько масла в двигателе, л | 12 |
| Замена масла проводится, часов | 500 |
| Размеры, мм: — длина — ширина — высота | 1003 676 1223 |
| Ресурс двигателя, часов — по данным завода — на практике | 8 000 — |
| Тюнинг, л.с. — потенциал — без потери ресурса | 100+ — |
| Двигатель устанавливался | МТЗ-80, 82, 892, 952 МТЗ МТ-353, МП-403, МГЛ-363, ММП-393, МПЛ-373 ТТЗ-80 Беларус-90, 820, 821, 900 ЕК-12, ЕК-14 ЭО-3323 ВП-05-04 Погрузчики 41008 Злата, 40810, 41015, 41306 АД30, АД60 АДД-4004 ЭД30 ДУ-98, 100 МЗ Арсенал Амкодор-6641, 6622 |
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика
Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа. Процесс регулировки выполняется следующим образом:
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается. После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
- После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.
С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель. Сам процесс регулировки происходит следующим образом:
Сам процесс регулировки происходит следующим образом:
Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см
Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
Читать дальше: Замена ремня генератора тойота королла 2008 По завершении регулировки следует промыть головку цилиндра и сами клапаны. Дальше рабочие элементы смазываются маслом для силовой установки. Процесс притирки возможно провести вручную за счет применения обычных слесарных инструментов. Но в этом случае время, а также трудозатраты на эту операцию существенно повысятся.
Двигатель Д-245 представляет собой дизельную силовую установку, часто применяемую в различной строительной, дорожной либо иной подобной технике.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.









