Как отремонтировать блок цилиндров двигателя
Содержание:
- Необходимость капитального ремонта двигателя
- Для чего нужна расточка блока цилиндров?
- Технологический процесс расточки
- Дефекты деталей клапанного механизма
- Как проходит процесс расточки блока цилиндров?
- Типичные неисправности
- СБОРКА ДВИГАТЕЛЯ
- Ремонт блока цилиндров двигателя: пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
- Очистка
- Ремонт блока цилиндров двигателя: пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
- Удаление накипи
- Этапы операции по расточке блока цилиндров
- Цена расточки и хонингования блока цилиндров
- Другие работы по ремонту блока цилиндров
- С нами сотрудничают
- Контакты
- Последовательность проведения капитального ремонта двигателя
- Как правильно измерить износ?
- Восстановление цилиндров двигателя
- Краткое устройство
- Как правильно измерить износ?
- Понятие и необходимость капитального ремонта
- Удаление накипи
Необходимость капитального ремонта двигателя
Постепенному изнашиванию деталей способствуют различные причины, это происходит в течение длительного времени. В определенной последовательности появляются признаки неисправности движка.
Большой расход масла и топлива. Топливо заполняет зазоры, возникшие между деталями. Масло расходуется при закупоривании поршневых колец и снижении эластичности сальников колпачков.
- Снижение мощности машины, пропадает тяга.
- Черный, темно-синий дым, из системы отвода выхлопных газов. Это говорит о наличии проблем в ДВС.
- Лампочка давления масла не выключается.
- Посторонние звуки, нехарактерные при обычной езде. Стук может быть следствием сноса подшипников.
- Снижение давления сжатия в цилиндре случается при неисправности прокладок и колец поршня.
- Сгоревшие свечи зажигания.
- Снижение уровня охлаждающей жидкости, частый перегрев.
- Чрезмерный люфт в механизме рулевого управления.
Любая из перечисленных признаков является поводом для тщательного осмотра двигателя, а возможно даже повод для проведения капремонта. Откладывание ремонта в долгий ящик может привести к нежелательным последствиям. Если деталь не починить вовремя, возможно придется покупать новую запчасть, или менять целую систему.
Для чего нужна расточка блока цилиндров?
 Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
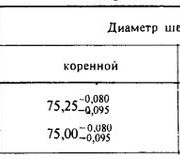
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.

Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Дефекты деталей клапанного механизма
После визуального осмотра и описанных выше проверок ГБЦ для диагностики неисправностей клапанного механизма контролируется диаметр отверстий и высота направляющих втулок, биение торцевой стороны тарелки клапанов, высота установленных клапанов, высота стержня клапанов.
Наиболее частые дефекты клапанов (их вероятные причины):
- дефекты опорной поверхности (слишком большое прижимное усилие пружины клапана, превышение максимально допустимой частоты вращения коленчатого вала, перегрев двигателя, применение деталей из материалов, не совместимых с неэтилированным бензином);
- образование «чашки» на головке клапана (перегрев двигателя наряду с чрезмерно сильным прижимным усилием пружины клапана или высокой скоростью посадки головки клапана в седло);
- заклинивание стержня в направляющей клапана (слишком малый зазор между стержнем клапана и направляющей втулкой; чрезмерное загрязнение масла; перегрев двигателя; неправильная настройка выпускного клапана);
- поломка стержня клапана (сильный износ направляющей и, как следствие, неравномерная посадка клапана в седле; чрезмерный износ направляющей втулки приводит также к повышенному расходу масла, росту объема вредных эмиссий, что увеличивает опасность повреждения седла);
- механическое повреждение (контакт с поршнем или другим компонентом клапанного механизма; слишком большое прижимное усилие пружины клапана; сильный износ направляющей втулки);
- облом торца клапана (неправильная настройка клапанного механизма в результате установки изношенных сухарей и других компонентов);
- нагар на головке клапана (слишком раннее зажигание, попадание масла в камеру сгорания).
Со временем в процессе эксплуатации материал клапана вырабатывается, в результате изменяется геометрическая форма детали, что приводит к различным нарушениям нормальной работы клапанного механизма. Последствия незначительного износа устраняют шлифованием клапана. Сильно изношенную деталь заменяют.
При осмотре пружин клапанов проверяются следующие параметры:
- отклонение от перпендикулярности (не должно превышать 1,0 мм на каждые 25, 4 мм. длины пружины);
- максимальное отклонение свободной длины пружин в наборе (не должно превышать 1,5 мм).
Пружины клапанов не должны иметь повреждений, следов коррозии, обрыва или общих признаков износа. Притертые концы пружины указывают на работу с вибрацией или вращением в результате ее малой длины или недостаточной жесткости. Такую пружину следует заменить.
Наиболее частые дефекты седел клапанов — отклонение от определенных заводом-изготовителем величин углов и ширины кромок. От этих параметров, в первую очередь, зависят угол посадки, площадь контакта и, в конечном итоге, плотность прилегания головки клапана. Направляющая втулка клапана напрямую влияет на точность посадки головки клапана в седле.
Обязательным условием эффективной работы клапанной системы является обеспечение концентричности (соосности) четырех ее элементов — головки и стержня клапана, седла и направляющей втулки.
Как проходит процесс расточки блока цилиндров?
Для проведения любых ремонтных работ с двигателем необходима его полная разборка.
Сначала специалист должен установить степень износа цилиндра и только после этого принимать решение о его проточке. Существует специальная система оценки, сводящаяся к проверке двух параметров элемента. Во-первых, это изменение первоначальных размеров верхнего поршневого кольца в верхней мертвой точке. Оно не должно превышать пяти сотых миллиметра. Во-вторых, оценивается изменение размера в точке соединения стенки цилиндра и юбки поршня. Его значение должно быть менее трех сотых миллиметра.
Если измерения подтверждают необходимость проточки. Блок крепится на специальном станке для проведения дальнейших работ. После проточки мастер приступает к финишной обработке стенок детали. Необходимо удалить все неровности, чтобы кольца и стенки быстрее притерлись друг к другу.
Под новые размеры приобретаются все запасные части, которые можно заказать на месте, – кольца, поршни. Производится их установка и сборка двигателя. Завершается ремонт проверкой работы узла в разных режимах.
В ходе работ по расточке цилиндров чрезвычайно важна высокая квалификация специалиста, их проводящего, а также точность оборудования. Кроме того, большое значение имеет чистота рабочих поверхностей.
В «Мегус-сервисе» работают специально обученные профессионалы с большим опытом проведения таких операций. Они способны обеспечить самое высокое качество ремонта двигателя, в том числе благодаря применению современного оборудования и расходных материалов первого класса.
Типичные неисправности
Прежде чем заниматься темой ремонта блока цилиндров двигателя, необходимо ознакомиться с наиболее частыми неполадками данного узла. Какие-то неполадки можно устранить своими силами в гаражных условиях, для устранения других понадобится специальное оборудование.
В процессе работы двигателя в блоке цилиндров ДВС могут образоваться следующие виды дефектов. Это естественный износ стенок цилиндра, задиры и риски на стенках. Также нередко образуются трещины как цилиндров, так и водяной рубашки или ГБЦ. Подвергаются износу и клапанные седла. Также на них могут образоваться трещины или раковины. Ломаются шпильки, а также болты, крепящие головку блока цилиндров к самому блоку.
Есть и менее серьезные проблемы – это накипь в рубашке системы охлаждения, а также нагар в ГБЦ. Из-за коррозионных процессов, работы блока в условиях повышенных температур, трения поршней и коленвала о стенки цилиндра они со временем приобретают эллипсность в плоскости, где качается шатун. Также образуется конусность по длине цилиндров.
СБОРКА ДВИГАТЕЛЯ

1. Очистите нагар по краям постелей блока цилиндров. Очистите от отложений масляные канавки в постелях.

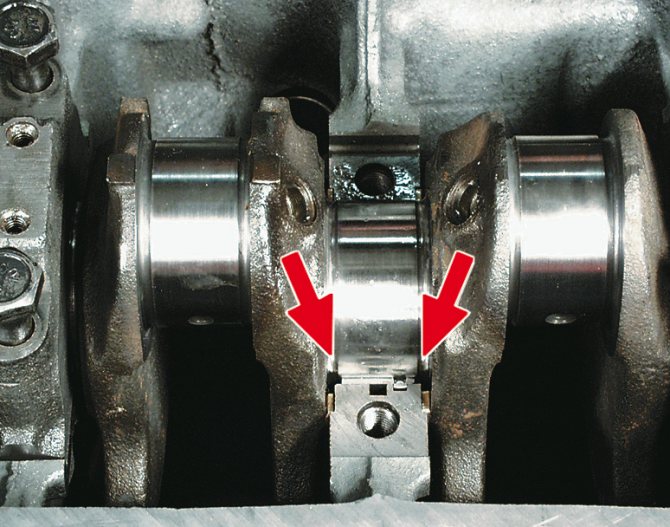
2. Установите вкладыши коренных подшипников в постели блока цилиндров в соответствии с метками, сделанными при разборке
Обратите внимание, что средний вкладыш А без проточки. При установке вкладышей их стопорные усики должны войти в пазы постелей
Смажьте вкладыши моторным маслом.

3. Установите коленчатый вал в блок цилиндров.

4. Смажьте упорные полукольца моторным маслом
Обратите внимание на канавки полуколец – этими сторонами полукольца устанавливаются к щекам коленчатого вала

5. Установите сталеалюминиевое полукольцо (белого цвета) с передней стороны средней постели (со стороны привода распределительного вала).

6. . металлокерамическое (желтого цвета) – с другой стороны постели.
7. Поверните полукольца так, чтобы их концы были заподлицо сторцами постели.

8. Вставьте вкладыши в крышки коренных подшипников в соответствии с метками, сделанными при разборке. При этом стопорные усики вкладышей должны войти в пазы крышек. Смажьте вкладыши моторным маслом.
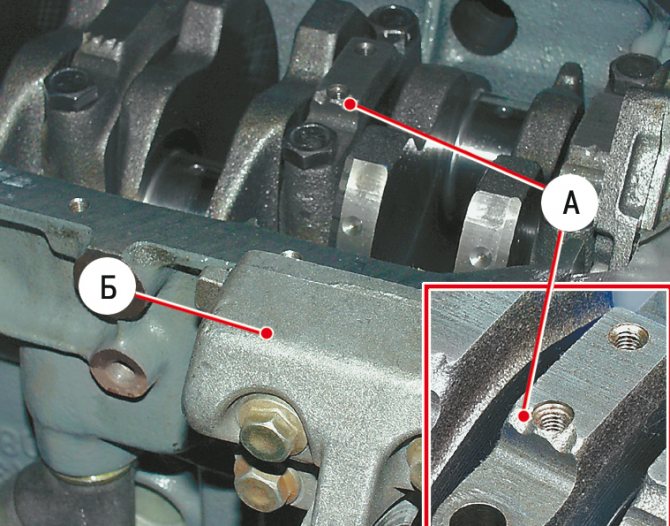
9. Установите крышки в соответствии с метками. На крышках нанесены метки (насечки) в соответствии с номером цилиндра. Исключение составляет пятая крышка, на которой нанесены две метки, как и на второй. На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. Номера цилиндров считают со стороны привода распределительного вала, а крышки устанавливают метками А в сторону кронштейна генератора Б.
10. Смажьте моторным маслом резьбу и торцы головок болтов крепления крышек.
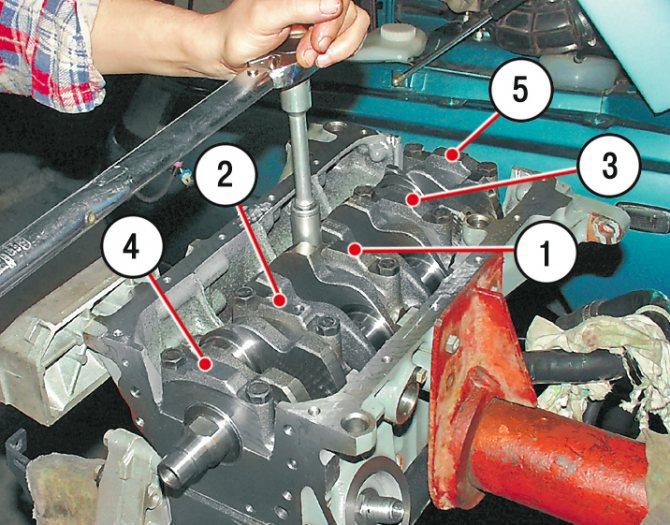
11. Вверните болты и затяните их требуемым моментом в следующем порядке: первыми затяните болты третьей крышки 1, затем второй 2 и четвертой 3, потом первой 4 и пятой 5. После затяжки болтов проверните на два-три оборота коленчатый вал – он должен вращаться легко, без заеданий.
12. Для удобства установки смажьте тонким слоем консистентной смазки прокладку масляного насоса и «приклейте» ее к блоку. Удалите излишки смазки.
13. Установите масляный насос и вверните болты его крепления (см. «Снятие и установка масляного насоса» ).
14. Для удобства установки смажьте тонким слоем консистентной смазки прокладку держателя заднего сальника и «приклейте» ее к блоку. Удалите излишки смазки.
15. Установите держатель заднего сальника и вверните болты его крепления (см. «Замена сальников коленчатого вала» ).

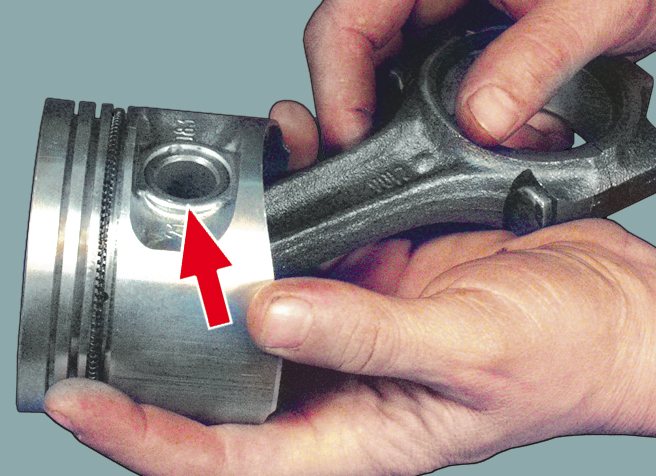
16. Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали А на шатуне был обращен в противоположную сторону от прилива Б на бобышке поршня.

Рис. 4.16.
Приспособление для запрессовки поршневого пальца: 1–валик; 2–поршневой палец; 3–направляющая втулка; 4–винт; 5–дистанционное кольцо
17. Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением. При его отсутствии можно подобрать подходящую оправку. Наденьте поршневой палец 2 (рис. 4.16) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая его. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.

18. Нагрейте верхнюю головку шатуна до 240°С в печи в течение 15 мин. Зажмите шатун в тиски, установите на него поршень, чтобы совпали отверстия под палец, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
19. После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.
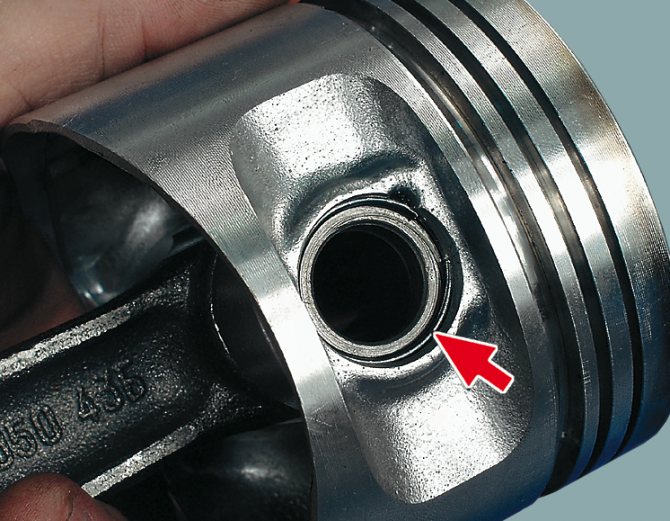
20. Установите стопорные кольца с обеих сторон пальца
Обратите внимание на то, что кольца должны быть четко установлены в канавках поршня

21. Установите на поршень разжимную пружину маслосъемного кольца.

22. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя их замки.

23. Порядок установки колец: первым устанавливают маслосъемное кольцо (замок кольца должен находиться с противоположной стороны замка разжимной пружины), затем нижнее компрессионное кольцо, последним – верхнее.

24
Обратите внимание, что на кольцах может быть выбита надпись «ВАЗ», «ВЕРХ» или «TOP». Этой надписью кольца устанавливаются вверх (к днищу поршня)
Если надписи нет, маслосъемное и верхнее компрессионное можно устанавливать в любом положении.
Ремонт блока цилиндров двигателя: пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
Блок – это основная часть практически любого двигателя внутреннего сгорания. Именно к блоку цилиндров (далее по тексту БЦ) крепятся все прочие детали, начиная от коленвала и заканчивая головкой. Изготавливают БЦ сейчас преимущественно из алюминия, а ранее, в более старых моделях авто, они были чугунными. Поломки блоков цилиндров – отнюдь не редкость. Поэтому начинающим автовладельцам будет интересно узнать о том, как ремонтировать данный узел. Давайте узнаем о типичных поломках, а также о способах и технологиях ремонта блока цилиндров двигателя. Эта информация будет интересна для каждого, кто владеет автомобилем.
Очистка
Для очистки головки блока могут быть использованы следующие способы:
- пескоструйная обработка;
- «холодная» промывка;
- «горячая» промывка;
- очистка при помощи ультразвука.
Чаще других применяется мойка агрегата в воде с использованием специальных моющих средств. Надо следить, чтобы моющие средства не содержали химических элементов, способных повредить детали ГБЦ. Особого внимания требует очистка компонентов алюминиевой головки блока цилиндров.
В ходе очистки с использованием абразивных компонентов с поверхностей деталей головки снимается слой материала, поэтому необходимо соблюдать осторожность — чрезмерно интенсивное или длительное воздействие может привести к их повреждению.
Ремонт блока цилиндров двигателя: пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
Блок – это основная часть практически любого двигателя внутреннего сгорания. Именно к блоку цилиндров (далее по тексту БЦ) крепятся все прочие детали, начиная от коленвала и заканчивая головкой. Изготавливают БЦ сейчас преимущественно из алюминия, а ранее, в более старых моделях авто, они были чугунными. Поломки блоков цилиндров – отнюдь не редкость. Поэтому начинающим автовладельцам будет интересно узнать о том, как ремонтировать данный узел. Давайте узнаем о типичных поломках, а также о способах и технологиях ремонта блока цилиндров двигателя. Эта информация будет интересна для каждого, кто владеет автомобилем.
Удаление накипи
Накипь в водяной рубашке ухудшает охлаждение двигателя, вызывает его перегрев и потерю мощности. Для удаления накипи все круглые отверстия водяной рубашки закрывают деревянными пробками, а к фасонным отверстиям привертывают пластины с резиновыми прокладками. Затем в рубашку заливают раствор следующего состава:
- Каустическая сода: 50 г.
- Керосин: 10 г.
- Вода: 1 л.
Через 6—8 час. раствор выпускают и рубашку промывают водой.
Блоки с алюминиевыми головками (автомобилей М-20 «Победа», ГАЗ-51) промывают 3%-ннм раствором соляной кислоты, который заливают на 30—40 мин.; после этого раствор выпускают и рубашку цилиндров промывают чистой водой.
Этапы операции по расточке блока цилиндров
- Разборка силового агрегата и извлечение блока цилиндров;
- Проведение микрометрическими приборами измерений для определения объема работ по снятию металла с каждой стороны. Это особенно необходимо, когда цилиндр приобрел овальную форму (произошла «овализация»);
- Установка БЦ на станине станка строго по уровню;
- Работу по расточке должен выполнять опытный специалист. Станок, не соответствующий требованиям, не позволит точно выполнить работу. В итоге блок цилиндров может быть просто испорчен;
- Далее специалист выбирает между выполнением хонингования (тип хонингования зависит от возможностей автосервиса) или «нанесением зеркала». Предпочтительнее произвести хонингование внутренних стенок цилиндра, однако оба способа считаются приемлемыми. В этом случае все зависит от выбора специалиста;
- Последний этап работы — сборка и монтаж.
Наши мастера за работой
Срок выполнения работ: 1 день
Цена расточки и хонингования блока цилиндров
Цены действительны с 1 августа 2021 года
Скачатьпрайс-лист
|
Двигатель |
Цена, руб. |
|
Бычок (за гильзу) |
600 руб. |
|
ВАЗ 2101-21083 |
1 800 руб. |
|
ВАЗ через ремонт или переход с Ø 76,0 на 79,0 мм |
2 000 руб. |
|
ЗИЛ (за гильзу) |
550 руб. |
|
Ока |
900 руб. |
|
Ока через ремонт или переход с Ø 76,0 на 79,0мм |
900 руб. |
|
Таврия |
1 800 руб. |
|
Таврия через ремонт |
1 600 руб. |
|
Трактор (за гильзу) |
600 руб. |
|
УАЗ Ø100 мм |
3 200 руб. |
|
ЯМЗ (за гильзу) |
600 руб. |
|
Двухтактный двигатель (пускач), Ø цилиндра до 45 мм (за 1 цилиндр) |
1 000 руб. |
|
Двухтактный двигатель (пускач), Ø цилиндра более 45 мм (за 1 цилиндр) |
1 500 руб. |
|
Иномарки легковые а/м (за гильзу) |
1 140 руб. |
|
Иномарки легковые а/м, в том числе через ремонт (за цилиндр) |
1 250 руб. |
|
Иномарки грузовые а/м (за гильзу) |
1 500 руб. |
|
Иномарки грузовые а/м, в том числе через ремонт (за цилиндр) |
1 650 руб. |
Другие работы по ремонту блока цилиндров
Цена: от 1 650 руб.
|
Гильзовка и хонингование блока цилиндров (без учета стоимости гильз) |
Цена, руб. |
|
Гильзовка блока цилиндров ВАЗ |
3 900 руб. |
|
Гильзовка блока цилиндров Ока |
1 900 руб. |
|
Гильзовка блока цилиндров Таврия |
3 900 руб. |
|
Гильзовка блока цилиндров УАЗ Ø 100 мм |
7 500 руб. |
|
Иномарки легковые — гильзовка алюминиевого блока, гильза чугун (за цилиндр) |
3 700 руб. |
|
Иномарки легковые — гильзовка чугунного блока, гильза чугун (за цилиндр) |
3 200 руб. |
|
Иномарки — гильзовка V-образного алюминиевого блока, гильза чугун (за цилиндр) |
4 400 руб. |
|
Иномарки — гильзовка V-образного чугунного блока, гильза чугун (за цилиндр) |
3 950 руб. |
|
Иномарки грузовые – гильзовка блока (за цилиндр) |
3 850 руб. |
|
Перепрессовка поршней, иномарка |
300 руб. |
|
Перепрессовка поршней, отечественная |
150 руб. |
|
Мойка блока, легковые а/м |
500 руб. |
|
Мойка блока, грузовые а/м |
700 руб. |
С нами сотрудничают
-
Мосводосток
-
Автокомбинат им. Краузе
-
МосАвтоДор
-
ТулаАвтоДор
-
ОГУП «Волгоградавтодор»
-
АО «МосТоТрест-Сервис»
-
ФГУП «Пойма»
-
ГБУ «Жилищник»
-
ПАО «Мостотрест»
-
МТФ-завод «МОКОН»
-
АО «ФЦНИВТ «СНПО «ЭЛЕРОН»
-
Агрохолдинг «РУСМОЛОКО»
-
ООО «ТУЛАМАШАГРО»
-
АО «МИСК»
-
ООО «ССК «ГАЗРЕГИОН»
-
АО «ГАЗСТРОЙ»
-
ПАО «ГОФРОН»
-
ФСК «Мостоотряд-47»
-
СТФ «Мостоотряд-99»
-
АО «Шаховский ДСК»
-
АО «Озеры-молоко»
ООО «Санрайз» Евгений
«Работаем с компанией «Мир Моторов» более года. Обращаемся по ремонту и восстановлению блоков цилиндров, к/валов, ГБЦ и шатунов. Везем много и часто. Пока замечаний нет. Как говорится качественно.
МУП «Татариновское ЖКХ» Ступинский р-он Леонид Григорьевич
Сотрудничаем с компанией «Мир Моторов» с 2015 года. За это время отремонтировали ДВС Д-245, с десяток ГБЦ, ТНВД 656, блоки, к/валы. Достойно по качеству. Быстро. Без замечаний. Хоть и не близко расположены, отличный сервис. Зато в результате я уверен!
Смотреть все отзывы
Контакты
Адрес: Московская область, Ленинский р-он, с. Молоково, ул. Революционная, д. 142, с. 1 Телефон: +7 (498) 787-99-77 Время работы: Пн-Пт: 08:00 – 17:00. Сб, Вс: Выходные ИНН 7713315870 ОГРН 1037739209397
Схема проезда
Последовательность проведения капитального ремонта двигателя
Если самому делать капремонт не приходилось, желательно пригласить опытного человека или специалиста, который разбирается в этом процессе. Процедуру следует производить в сухом освещенном гараже, все мелкие детали сортировать, не сваливая их в одну кучу. При разборке запоминают (или записывают) очередность действий. Процесс состоит из нескольких последовательных этапов.
Демонтажные работы и разборка
На скорость и трудоемкость демонтажа влияет конструкция ДВС, тип и марка автомобиля, разновидность КПП. Размещение мотора на ТС с задним и передним приводом также отличается. Карбюраторные модификации проще, быстрее в разборке, поскольку в их конструкции не предусмотрено множество электронных приспособлений, которые нужно аккуратно отключить и снять, чтобы добраться до агрегата.
Дефектовка элементов ДВС
Процедура состоит из следующих этапов:
- Осматривают коленвал, проверяют его размеры, изгибы, центровку.
- Исследуют корпусную часть блока цилиндров.
- Изучают состояние поршней, шатунов, прочих элементов шатунно-кривошипного узла на наличие люфта и дефектов.
- Осматривают корпус ГБЦ, детали ГРМ.
- Определяют, что можно отремонтировать или заменить.
Мойка двигателя и отдельных деталей
Не стоит пренебрегать этой процедурой. Промывка движка позволяет точнее определить степень износа, найти микротрещины в ГБЦ. Обрабатывать следует все детали отдельно с предварительной очисткой от нагара.
Шлифовка блока и коленвала
Подготовив запчасти по списку, приступают к починке, восстановлению блока и коленвала двигателя. На фрезерном и шлифующем оборудовании убирают посадочный слой ГБЦ до устранения всех сколов, макротрещин. Если на обрабатываемом узле присутствуют глубокие изъяны, значит, съем слоев выполняют в несколько заходов. Толщина убираемой поверхности за 1 раз – от 0,05 до 1 мм. На последнем этапе шлифуют изделие до появления «зеркала».
Ремонт головки блока ГБЦ
Если указанный процесс выполняют самостоятельно, придерживаются следующих шагов:
- Меняют распредвал, если их несколько – то все.
- Ставят новые клапаны впуска и выпуска.
- Крепят подготовленные направляющие втулки.
- Меняют колпаки-маслосъемники с седлами.
Сборка ДВС
Список шагов по сборке двигателя:
- Монтируют разделенные вкладыши, усаживают на место коленвал.
- Устанавливают элементы шатунно-поршневой группы.
- Ставят и крепят бугели.
- Прокладки фиксируют так, чтобы они не перекрывали гнезда каналов.
- Монтируют крышки, закрывающие ДВС.
- Устанавливают помповый насос для масла.
- Крепят шкив коленчатого вала.
- Монтируют ГБЦ, картер, поддон.
- Собирают мелкие компоненты.
Как правильно измерить износ?
Овальность или эллипсность нужно измерять в поясе, который расположен на 40-50 мм ниже от верхней части камеры сгорания. Измерять нужно в плоскостях, которые взаимно перпендикулярны. Износ будет минимальным по оси коленвала, а максимальным – в той плоскости, которая перпендикулярна оси коленвала. Если есть разница размеров, то это и будет величиной овальности.
Чтобы определить конусность, индикатор следует индикатор установить вдоль камеры сгорания. Плоскость выбирают перпендикулярной оси коленвала. Если в показаниях индикатора имеется разность размеров, то это и есть размер конусности. При этом нужно измерять нижнюю и верхнюю часть цилиндра. Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Если размер эллипсности выше, чем допустимые 0,04 мм, а конусность более 0,06 мм, на стенках имеются задиры и риски, тогда необходим ремонт блока цилиндров двигателя.
Под ремонтом нужно понимать увеличение диаметра до ближайшего ремонтного размера, установку новых поршней и других сопутствующих элементов. В зависимости от того, насколько изношены цилиндры, их шлифуют, растачивают и затем доводят, устанавливают гильзы.
Восстановление цилиндров двигателя

Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
- тщательную очистку поверхностей БЦ;
- затем производится проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения);
- также промываются и очищаются, а затем проверяются масляные каналы;
- далее проводится осмотр цилиндров в целях выявления различных дефектов;
- затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д.
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Краткое устройство
Непосредственно внутри блока имеются сквозные отверстия со шлифованными стенками – внутри этих отверстий двигаются поршни. В нижней части БЦ сделана постель, на которой через подшипники закреплены концы коленвала. Там же сделана специальная поверхность для закрепления поддона.

На верхней части блока имеется тоже идеально ровная шлифованная поверхность. К ней при помощи болтов прикрепляется головка. То, что многие сегодня называют цилиндрами, образуется из блока и головки. Сбоку на БЦ имеются кронштейны для крепежа двигателя к кузову автомобиля.
Внутри цилиндра могут быть установлены гильзы. Они широко применяются в алюминиевых блоках. Каждая деталь, которая крепится к мотору, оснащена уплотнительными прокладками, которые не допускают возможные утечки двигателя. Благодаря данным элементам антифриз не смешивается с маслом и наоборот. Прокладки всегда должны быть целыми, иначе это плохо влияет на работу ДВС.
Как правильно измерить износ?
Овальность или эллипсность нужно измерять в поясе, который расположен на 40-50 мм ниже от верхней части камеры сгорания. Измерять нужно в плоскостях, которые взаимно перпендикулярны. Износ будет минимальным по оси коленвала, а максимальным – в той плоскости, которая перпендикулярна оси коленвала. Если есть разница размеров, то это и будет величиной овальности.
Чтобы определить конусность, индикатор следует индикатор установить вдоль камеры сгорания. Плоскость выбирают перпендикулярной оси коленвала. Если в показаниях индикатора имеется разность размеров, то это и есть размер конусности. При этом нужно измерять нижнюю и верхнюю часть цилиндра. Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Если размер эллипсности выше, чем допустимые 0,04 мм, а конусность более 0,06 мм, на стенках имеются задиры и риски, тогда необходим ремонт блока цилиндров двигателя.
Под ремонтом нужно понимать увеличение диаметра до ближайшего ремонтного размера, установку новых поршней и других сопутствующих элементов. В зависимости от того, насколько изношены цилиндры, их шлифуют, растачивают и затем доводят, устанавливают гильзы.
Понятие и необходимость капитального ремонта
Капремонт двигателя ВАЗ – непростая задача, которая потребует определенных знаний об устройстве, и принципах работы механизма. Правильно провести капитальный ремонт означает разобрать двигатель, очистить, осмотреть и заменить детали при необходимости.
Полный капремонт – процесс трудоемкий и длительный. Снятые детали тщательно осматривают на целостность и пригодность для использования в будущем. Одну из важнейших функций выполняет коленчатый вал, имеющий сложную форму. Происходит замена клапанов, всех прокладок и уплотнений, проверка зазора на штоках клапанов. Причинами неисправностей вала может быть износ, изгиб и его разрушение.
Все узлы должны быть приведены в идеальный порядок. Необходимо добиться того, чтобы собранный вариант соответствовал заводскому состоянию двигателя. Капремонт требуется в случае полной или частичной выработки ресурсов. Существуют определенные признаки необходимости ремонта. Не стоит игнорировать даже один из признаков. Ведь если и дальше не ремонтировать детали, то они могут стать полностью непригодными. Восстановить их в таких ситуациях практически невозможно. Единственным решением станет покупка новых запчастей, что конечно же обойдется дороже своевременной починки.
Существуют определенные правила, следуя которым можно значительно продлить эксплуатационный срок, а также немного оттянуть капитальный ремонт.
- Своевременная замена масла, контролировать его уровень
- Регулировать уровень охлаждающей жидкости. Избегать перегревов.
- Использовать лишь качественную топливную жидкость.
- Не перегружать автомобиль.
- Редко водить ТС в режиме холостого хода.
- Не ездить на повышенных оборотах.
Удаление накипи
Накипь в водяной рубашке ухудшает охлаждение двигателя, вызывает его перегрев и потерю мощности. Для удаления накипи все круглые отверстия водяной рубашки закрывают деревянными пробками, а к фасонным отверстиям привертывают пластины с резиновыми прокладками. Затем в рубашку заливают раствор следующего состава:
- Каустическая сода: 50 г.
- Керосин: 10 г.
- Вода: 1 л.
Через 6—8 час. раствор выпускают и рубашку промывают водой.
Блоки с алюминиевыми головками (автомобилей М-20 «Победа», ГАЗ-51) промывают 3%-ннм раствором соляной кислоты, который заливают на 30—40 мин.; после этого раствор выпускают и рубашку цилиндров промывают чистой водой.