Таблица моментов затяжки резьбовых соединений
Содержание:
- Моменты затяжек резьбовых соединений
- Момент затяжки болтов
- Схема затяжки болтов ГБЦ
- Момент затяжки гаек
- Практическое применение: как правильно пользоваться инструментом
- Последствия неправильной затяжки креплений ГБЦ
- Когда это нужно и зачем
- Затяжка болтов и гаек
- 4.5. Приемка и герметизация соединений при условии их полной разборки
- Виды ключей для правильной затяжки резьбовых соединений
- Пневмогайковерт с регулировкой момента затяжки
Моменты затяжек резьбовых соединений
Маркировка – что указано на головках болтов.
Для изделий из углеродистой стали класса прочности — 2 на головке болта указаны цифры через точку. Пример: 3.6, 4.6, 8.8, 10.9, и др.
Первая цифра обозначает 1/100 номинальной величины предела прочности на разрыв, измеренную в МПа. Например, если на головке болта стоит маркировка 10.9 первое число 10 обозначает 10 х 100 = 1000 МПа.
Вторая цифра — отношение предела текучести к пределу прочности, умноженному на 10. В указанном выше примере 9 — предел текучести / 10 х 10. Отсюда Предел текучести = 9 х 10 х 10 = 900 МПа.
Предел текучести это максимальная рабочая нагрузка болта!
Для изделий из нержавеющей стали наносится маркировка стали — А2 или А4 — и предел прочности — 50, 60, 70, 80, например: А2-50, А4-80.
Число в этой маркировке означает — 1/10 соответствия пределу прочности углеродистой стали.
Перевод единиц измерения: 1 Па = 1Н/м2; 1 МПа = 1 Н/мм2 = 10 кгс/см2. Предельные моменты затяжки для болтов (гаек).
Крутыщие моменты для затяжки болтов (гаек).
В таблице ниже приводятся закручивающие моменты для затяжки болтов и гаек. Не превышайте эти величины.
| Резьба | Прочность болта | ||
| 8.8 | 10.9 | 12.9 | |
| М6 | 10 Нм | 13 Нм | 16 Нм |
| М8 | 25 Нм | 33 Нм | 40 Нм |
| М10 | 50 Нм | 66 Нм | 80 Нм |
| М12 | 85 Нм | 110 Нм | 140 Нм |
| М14 | 130 Нм | 180 Нм | 210 Нм |
| М16 | 200 Нм | 280 Нм | 330 Нм |
| М18 | 280 Нм | 380 Нм | 460 Нм |
| М20 | 400 Нм | 540 Нм | 650 Нм |
| М22 | 530 Нм | 740 Нм | 880 Нм |
| М24 | 670 Нм | 940 Нм | 1130 Нм |
| М27 | 1000 Нм | 1400 Нм | 1650 Нм |
| М30 | 1330 Нм | 1800 Нм | 2200 Нм |
| М33 | 1780 Нм | 2450 Нм | 3000 Нм |
| М36 | 2300 Нм | 3200 Нм | 3850 Нм |
| М39 | 3000 Нм | 4200 Нм | 5050 Нм |
| М42 | 3700 Нм | 5200 Нм | 6250 Нм |
Выше перечисленные величины даются для стандартных болтов и гаек, имеющих метрическую резьбу. Для нестандартного и специального крепежа смотрите руководство по ремонту ремонтируемой техники.
Моменты затяжки стандартного крепежа с дюймовой резьбой стандарта США.
В следующих таблицах приведены общие нормативы моментов затяжки для болтов и гаек SAE класса 5 и выше.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
| Н м’ | фунт фут | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 3/8 | 25 ± 6 47± 9 | 18± 4,5 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± +75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
1 ньютон-метр (Н.м) равен примерно 0,1 кГм.
ISO — Международная организация стандартов
Моменты затяжки стандартных ленточных хомутов с червячным зажимом для шлангов
В приводимой ниже таблице даются моменты затяжки хомутов при их начальной установке на новом шланге, а также при повторной установке или подтягивании хомутов на шлангах, бывших в употреблении,
Момент затяжки для новых шлангов при начальной установке
| Ширина хомута | Нм | фунт дюйм |
| 16 мм ( 0,625 дюйма) | 7,5 ± 0,5 | 65± 5 |
| 13,5 мм ( 0,531 дюйма) | 4,5 ± 0,5 | 40± 5 |
| 8 мм ( 0,312 дюйма) | 0,9 ± 0,2 | 8 ± 2 |
| Момент затяжки для повторной сборки и подтягивания | ||
| Ширина хомута | Нм | фунт дюйм |
| 16 мм ( 0,625 дюйма) | 4,5 ± 0,5 | 40± 5 |
| 13,5 мм ( 0,531 дюйма) | 3,0 ± 0,5 | 25± 5 |
| 8 мм ( 0,312 дюйма) | 0,7 ± 0,2 | 6 ± 2 |
Таблица моментов затяжки типовых резьбовых соединений
| Номинальный диаметр болта (мм) | Шаг резьбы (мм) | Момент затяжки Нм (кг.см, фунт.фут) | |
| Метка на головке болта «4» | Метка на головке болта «7» | ||
| M5 | 0,8 | 3 ~ 4 (30 ~ 40; 2,2 ~ 2,9) | 5 ~ 6 (50 ~ 60; 3,6 ~ 4,3) |
| M6 | 1,0 | 5 ~ 6 (50 ~ 50; 3,6 ~ 4,3) | 9 ~ 11 (90 ~ 110; 6,5 ~ 8,0) |
| M8 | 1,25 | 12 ~ 15 (120 ~ 150; 9 ~ 11) | 20 ~ 25 (200 ~ 250; 14,5 ~ 18,0 ) |
| M10 | 1,25 | 25 ~ 30 (250 ~ 300; 18 ~ 22) | 30 ~ 50 (300 ~ 500; 22 ~ 36) |
| M12 | 1,25 | 35 ~ 45 (350 ~ 450; 25 ~ 33) | 60 ~ 80 (600 ~ 800; 43 ~ 58) |
| M14 | 1,5 | 75 ~ 85 (750 ~ 850; 54 ~ 61) | 120 ~ 140 (1,200 ~ 1,400; 85 ~ 100) |
| M16 | 1,5 | 110 ~ 130 (1,100 ~ 1,300; 80 ~ 94) | 180 ~ 210 (1,800 ~ 2,100; 130 ~ 150) |
| M18 | 1,5 | 160 ~ 180 (1,600 ~ 1,800; 116 ~ 130) | 260 ~ 300 (2,600 ~ 3,000; 190 ~ 215) |
| M20 | 1,5 | 220 ~ 250 (2,200 ~ 2,500; 160 ~ 180) | 360 ~ 420 (3,600 ~ 4,200; 260 ~ 300) |
| M22 | 1,5 | 290 ~ 330 (2,900 ~ 3,300; 210 ~ 240) | 480 ~ 550 (4,800 ~ 5,500; 350 ~ 400) |
| M24 | 1,5 | 360 ~ 420 (3,600 ~ 4,200; 260 ~ 300) | 610 ~ 700 (6,100 ~ 7,000; 440 ~ 505) |
Момент затяжки болтов
Данный показатель вы вполне можете определить самостоятельно не прибегая к услугам специалистов таблице, однако следует учитывать, что для этого необходимо точно знать, какая информация содержится на маркировке, которая расположена на верхней части болта. Маркировка расположенная на головке болта должна содержать следующую информацию:
Клеймо того завода, который произвел данную продукцию. Информацию о классе прочности изделия. Резьба с правой стороны не содержит маркировки, а вот резьба с левой стороны содержит маркировку, которая располагается по часовой стрелке. Болты из углеродистой стали имеют маркировку с классом прочности, которая обозначается двумя цифрами отделяемыми между собой точкой. Например:12.8,10.5,8.7 Первая цифра маркировки информирует о 0.01 номинальной величине предела прочности на разрыве. Измеряется данная величина в МПа. В случае, если класс величины 8.7, то первая цифра 8 означает 8*100=800 МПа или 800 Н/мм2 или 80 кгс/мм2 Вторая показатель на маркировке информирует об отношение предела прочности к пределу текучести, данное значение умножается на десять. То есть при маркировке 8.7 получается 8*7*10=560 Н/мм2
Этот показатель и есть максимально возможная нагрузка используемого болта.
На изделия из нержавейки наноситься соответствующая маркировка стали, то есть А2 или же А4 и соответствующий предел прочности равный 50, 60 и т.д. К примеру: А2-60 или А4-70. В специальной таблице можно узнать практические моменты затяжки соответствующих болтов произведенных из углеродистой стали Н/м. При этом следует учитывать, что у болта остается еще запас прочности, для того чтобы как говориться он не «потек». Однако это не значит, что все соединения следует затягивать по максимуму. Чаще всего такое усилие приводит к тому, что соединение приходит в негодность, то есть высока вероятность продавливания, порчи эластичной прокладки и т.д. Получается, что приведенные в таблицах значения являются допустимыми, однако уровень нагрузки в данном случае равен примерно 60-70% предела текучести.
Схема затяжки болтов ГБЦ
При затяжке болтов важно, чтобы инструмент был с не зализанными гранями. Если заворачивать испорченные болты изношенным инструментами, есть вероятность, что результат работы вас не устроит
Как правило, первый этап — это поочерёдное зажатие болтов с небольшим усилием. Второй этап — основной, в ходе него достигается нужный момент затяжки. Третий и четвёртый — доворачивание болтов на 90 градусов, что обеспечивает надёжную фиксацию резьбы.
Таблица: с каким усилием нужно затягивать болты
| Порядок проведения работ | Момент затяжки |
| 1 этап | 30 НМ |
| 2 этап | 60 НМ |
| 3 этап | 90 градусов |
| 4 этап | 90 градусов |
Порядок закручивания болтов всегда один и тот же. Неопытным слесарям лучше всего распечатать и держать перед глазами схему закручивания болтов. Она для каждого автомобиля уникальна и почти всегда указывается на упаковке прокладки ГБЦ. Например, момент затяжки клапанной крышки для авто Opel Astra составляет 8–10 Нм (0.8–1 кг). Работу нужно начинать с центрального верхнего болта и далее двигаться по спирали.
Схема: порядок затяжки болтов ГБЦ
После успешной затяжки болтов двигатель собирается и проверяется. На некоторых моделях автомобиля есть рекомендация по подтяжке болтов на 90 градусов после 1–2 тысяч пробега, но основная масса современных автомобилей не нуждается в такой операции, так как применяются специальные болты с пружинящим эффектом.
Как проводить работы по монтажу и демонтажу ГБЦ двигателя
Работы по снятию и правильной установке головки блока цилиндров вполне можно провести своими руками при соблюдении следующих правил:
- соблюдение чистоты деталей, особенно резьбовых колодцев и плоскостей сопрягаемых поверхностей;
- использование целого инструмента;
- наличие динамометрического ключа;
- закручивание болтов проводить в правильном порядке и с определённым усилием в несколько этапов.
Если эти требования выполнены, можно собирать остальные детали, выставлять зажигание и запускать мотор. После пробных поездок нужно убедиться, что в расширительном бачке нет пузырьков воздуха или потёков масла вдоль стыка блока и головки. Если ничего не замечено — работа выполнена правильно.
Если все же в болте оказалось внутреннее напряжение и он лопнул — не спешите отчаиваться. Зачастую обломок можно вывернуть при помощи экстракторов или полностью высверлить его.
Момент затяжки гаек
Момент затяжки гаек также важен, как и момент затяжки болтов, ведь в некоторых ситуация мы затягиваем болт, а в некоторых гайку. Чем отличается затяжка гайки от затяжки болта? Отличий не так много. В соединении действуют те же самые силы трения в резьбе и между гайкой с поверхностью.
Отличия только в том, что иногда, если резьба болта выступает на большое количество витков над гайкой, не удаётся воспользоваться головкой. При соединении болт-гайка, приходится один из элементов удерживать ключом, а второй затягивать.
В остальном процесс ничем не отличается от закручивания болта в резьбовое отверстие. Поэтому для гаек можно использовать момент затяжки болтов, за исключением случаев, когда момент затяжки гайки оговорен инструкцией, или же гайка имеет исполнение, предотвращающее откручивание.
Важно
Обычно такие гайки дают повышенное сопротивление при закручивании, поэтому момент затяжки нужно смотреть в инструкции к таким гайкам.
Куда интереснее момент затяжки колесных гаек, уделим внимание этому вопросу. Честно говоря, ни разу не видел, чтобы кто-то на своём авто менял колесо и пользовался динамометрическим ключом, а вот в сервисах, практически во всех, момент затяжки колесных гаек контролируют либо ключом, который не имеет настройки, но щелкает при достижении требуемой нагрузки, либо затягивают пневматическим пистолетом с определенным моментом
Я и сам ни разу не тянул колесные болты/гайки динамометрическим ключом. Знающие люди вообще утверждают, что в комплекте с новым автомобилем идёт ключ, длинна, которого рассчитана так, чтобы среднестатистический мужчина руками (не прыгая на ключе) затягивал гайки до нужного момента и при этом не вредил резьбу. Я не знаю, как затягиваете колесные гайки Вы, но на всякий случай выложу таблицу с указанием положенных моментов
Честно говоря, ни разу не видел, чтобы кто-то на своём авто менял колесо и пользовался динамометрическим ключом, а вот в сервисах, практически во всех, момент затяжки колесных гаек контролируют либо ключом, который не имеет настройки, но щелкает при достижении требуемой нагрузки, либо затягивают пневматическим пистолетом с определенным моментом. Я и сам ни разу не тянул колесные болты/гайки динамометрическим ключом. Знающие люди вообще утверждают, что в комплекте с новым автомобилем идёт ключ, длинна, которого рассчитана так, чтобы среднестатистический мужчина руками (не прыгая на ключе) затягивал гайки до нужного момента и при этом не вредил резьбу. Я не знаю, как затягиваете колесные гайки Вы, но на всякий случай выложу таблицу с указанием положенных моментов.
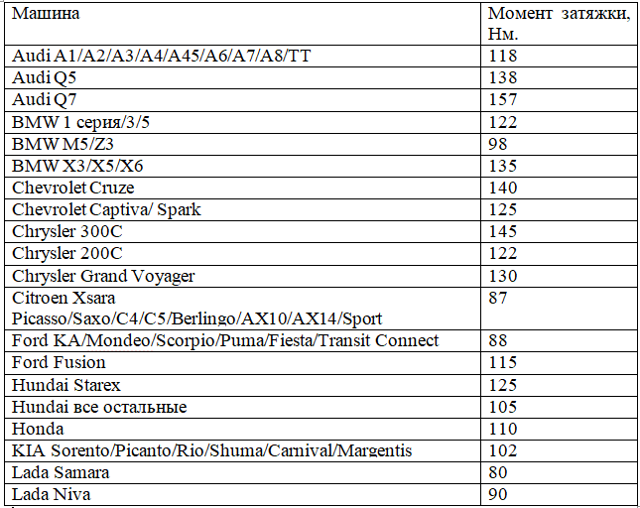
Допускается погрешность затяжки 10%. Порядок затяжки болтов рассматривали в одной из прошлых статей.
Теперь затронем такую тему, как момент затяжки ступичной гайки. Ступичная гайка имеет определенный момент затяжки, и тут немного сложнее, чем с затяжкой колесных гаек. Сильно затянутая, ровно, как и слабо затянутая гайка, приведёт к повышенному износу подшипника.
Автолюбители предпочитают затягивать по ощущениям, оставляя маленький люфт, но гайка ступицы все же имеет благоприятный момент затяжки, при котором ресурс подшипника будет максимальным. На современных автомобилях в ступицах стоят подшипники, ресурс которых практически не зависит от силы затяжки и просто осуществляется затяжка гайку ШРУСа.
Ниже приведена таблица, в которой отображен момент затяжки гайки ступицы.

Если на ШРУСе машины есть паз под юбку гайки (юбка гайки заминается в паз), то подшипник нечувствителен к затяжке и, можно затягивать гайку около 100-150 Ньютонов. В любом случаи, после затяжки гайки, обязательно проверяем вращение колеса, колесо должно легко крутиться от руки и иметь минимальный люфт, или не иметь люфта вовсе.
Гайку затягиваем плавно и без рывков, постоянно контролируя вращение колеса. Если гайка стопорится шплинтом, и отверстие под шплинт не совпадает с зубцами гайки, то немного ослабляем гайку до совпадения.
Неверно затянутая гайка даст о себе знать нагревом ступицы или сильным люфтом колеса поэтому, после затяжки и пробега 2-3 километра, рекомендуется проверить состояние подшипника и ступицы, убедиться, что нет большого люфта и повышенного нагрева ступицы.
Практическое применение: как правильно пользоваться инструментом
Индикаторные приборы не вызывают сложностей. Вы просто читаете показания, и видите крутящий момент. А вот щелчковый механизм требует привыкания и правильного понимания разметки шкалы. Грубые показания нанесены на неподвижный стержень рукоятки. Точные деления на поворотной части.

На иллюстрации изображены метки в 98 Nm и 2 Nm (на поворотной ручке). Значения складываются: итоговый показатель – 100 Nm. Чтобы протянуть таким динамометрическим ключом болты колес автомобиля (например, значение 120 Nm), необходимо выставить 112 Nm на неподвижной рукоятке и 8 Nm на поворотной части.
Последствия неправильной затяжки креплений ГБЦ
Процесс затяжки креплений головки блока цилиндров требует точного соблюдения всех особенностей и правил. Довольно часто новички и неспециалисты допускают ошибки, последствием которых становятся дефекты ГБЦ или блока цилиндров:
- Перетягивание болтов;
- Попадание в резьбовые колодцы смазочной жидкости;
- Крепления затягиваются в ошибочном порядке;
- Работа ключом с неподходящей насадкой;
- Попытка вкрутить болты неподходящей длины.
Без добавления смазочного средства вкрутить болт в резьбовой колодец, не очищенный от нагара, грязи и ржавчины, практически невозможно. Даже если затяжка будет выполнена, её момент не будет докручен до необходимой величины. Специалисты, работающие с двигателями автомобилей, наносят смазку только на болты, в то время как новички в силу неопытности и отсутствия знаний заливают масло непосредственно в колодец. Как результат — полный выход колодца из строя, его деформация, из-за чего приходится менять весь блок цилиндров или проводить его капитальный ремонт.

Расположение колодцев болтов ГБЦ
Затяжка болтов ГБЦ «на глазок», без использования динамометрического ключа, не приводит ни к чему хорошему: крепления либо перетягивают, либо недотягивают. В первом случае болты ломаются, из-за чего приходится отдавать в ремонт блок цилиндров. В большинстве случае головки болтов ГБЦ изготавливаются под наружный либо внутренний шестигранник, намного реже — под квадрат. Если грани насадки на ключ износились, во время затяжки её может провернуть вместе с гранями шляпки болта. Как результат — они будут стёрты, а сам метиз невозможно будет ни вкрутить, ни выкрутить.

Последствия неправильной затяжки резьбовых соединений — поломанные и вышедшие из строя болты
Лишнее напряжение в корпусе ГБЦ обычно фиксируется при несоблюдении порядка затяжки болтов. ГБЦ выполнена из алюминия, который практически не переносит высоких нагрузок, быстро деформируется и покрывается трещинами. Через них вытекают продукты сгорания топлива, что провоцирует потерю мощности и приёмистости двигателя, повышению его аппетитов и снижению рабочего ресурса. Появление трещин грозит смешиванием охлаждающей жидкости и масла, что снижает смазывающие свойства последнего и приводит к быстрому износу всех деталей и узлов двигателя, находящихся в постоянном трении.

Растрескивание головки блока цилиндров из-за высокого напряжения
Когда это нужно и зачем
И так, у вас в первый раз в жизни, пробито колесо. Но вы не раз видали, как его нужно менять, а возможно и сами проделывали эту операцию, под чьим-либо чутким руководством.
Вы смело отвинчиваете пробитое колесо, ставите запаску, и все уже вроде позади, но, не рассчитав молодецких усилий, вы при затяжке, зарываете болт или шпильку.
Ну а дальше, нужно либо греть и выкручивать сорванный болт, или высверливать остаток, этого самого болта или шпильки, если наружу ничего не торчит, и выкрутить невозможно. В общем, это целая куча неприятностей.
Обратите внимание
С другой стороны, недозатянутый болт, или гайка, особенно на автомобилях отечественного производства, где крепежных элемента, часто всего четыре, это серьезная угроза, на дороге.
Поэтому, затягивать колесные болты, в щадящем режиме, категорически не рекомендуется. Как говорится, жизнь, да и машина, всяко дороже.
А проблемы с колесом, во время движения, это авария процентов на девяносто как минимум.
Что делать и как быть
Есть два варианта, выхода из создавшейся ситуации. Первый вариант, подходит для опытных водителей, коим они успешно пользуются. Заключается он, в затяжке болта или гайки на колесе, до первого хруста. Этот способ, обладает высокой универсальностью, несмотря на кажущуюся простоту и ненадежность. Но тут вся загвоздка, в слове опытный, каждому автомобилисту, как бы мрачно это не звучало, до уровня опытного, нужно еще дожить. А значит как-то из этой ситуации нужно выходить.
Второй вариант, это узнать в документации на автомобиль, или же в интернете, на соответствующих ресурсах, момент затяжки колесных болтов, именно для вашего автомобиля. Сразу предупреждаем, не производителя, а конкретной модели, это очень разные вещи. Только некоторые японские производители, могут похвастаться тем, что у них момент затяжки колесных болтов, одинаков для разных моделей машин.
Когда вы установили требуемую характеристику для вашего автомобиля, вам остается лишь сходить в автомагазин, и приобрести динамометрический ключ. Этот нехитрый инструмент, способен показывать прилагаемое усилие, а значит, вы не переусердствуете и не сорвете крепление, будь-то болт, или шпилька.
Ну и, конечно же, этот самый динамометрический ключ, следует возить собой, рядом или вместо балонника. Вот такой, вариант избежать неприятных ситуаций с установкой колес, для неопытных водителей.
Ибо если вы сорвали болт, или шпильку, дома в гараже, это одно дело, а если это произошло на обочине трассы, в паре сотен километров, от родного очага, это совсем не есть хорошо. А главное, это может оказаться, очень не дешево.
Заключение

И так, проблема затяжки колесных болтов, это очень серьезный и ответственный момент. И если для автомобилиста с опытом, здесь редко возникают какие-то проблемы, то новичку придется постараться, чтобы этих проблем избежать. Не достаточно затянутый болт на колесе, или гайка, разницы особой в данном случае нет, это очень серьезная, хотя и потенциальная проблема, и угроза во время движения. Для того чтобы не сорвать болт или шпильку, и в достаточной степени затянуть колесные болты либо гайки, используют динамометрический ключ. Кроме того, нужно знать момент затяжки колесных болтов, именно для вашего автомобиля.
Кстати говоря, в основном, это проблема характерная для легковых автомобилей, ибо на грузовые машины, сегодня часто устанавливают самозатягивающиеся гайки.
И еще один совет, если вам, на шиномонтаже, завинчивали колеса, при помощи пневматического ключа, не поленитесь, после выезда, возьмите, хоть балонник, хоть динамометрический ключ, и доведите крепления до нужной степени затянутости, ведь жизнь дороже, а именно пневмоключ, часто недозатягивает болты или гайки. Вот и все, счастливых вам дорог.
Видео: Затяжка колесных болтов и динамометрический ключ
Читайте еще:
Як підібрати профіль для світлодіодної стрічки
Світлодіодні стрічки, які перевищують за потужністю показник 10 ват, або на одному метрі погонному мають світлодіодами типів 3528, 5050, 5014, 2835 в розмірі 120-240 одиниц
Ремонт крыши частного дома своими руками
Говорят «Мой дом, моя крепость», а у каждой «крепости» есть крыша, которую нужно периодически просматривать на предмет изменений и поломок. Когда крыша в доме начинает своим владел
Как избавиться от коррозии на выкованных воротах?
Для установки эксклюзивных металлических дверей на улице используется способ горячей ковки. Независимо от качества материал подвержен влиянию окружающей среды, поэтому появление рж
Сваи — это несущие элементы любой конструкции, которые принимают основную нагрузку. Применяют подобные элементы чаще всего в строительстве.
Затяжка болтов и гаек
Перед тем, как приступить к установке, требуется принять меры по очистке. На посадочной поверхности как ступиц, так и дисков, может скопиться грязь. После очистки на них наносится пластинчатая или графитовая смазка – достаточно будет тонкого слоя.
Также смазку нужно применить к резьбе гаек или шпилек, а также болтов, с помощью которых и будут крепиться колеса авто. Во время смазки проинспектируйте болты и гайки. Те из них, чья резьба повреждена или чьи грани смяты, лучше выбросить и заменить новыми.
Новые же должны быть аналогичны им, причем это касается не только размера резьбы, но также и прочности. Использовать нужно только заводские варианты.
Длинные болты
Чтобы закрепить литые и кованые колеса лучше всего подходят длинные болты. Они довольно толстые, особенно если сравнивать с легкосплавными, поэтому и требуется дополнительная длина болтов.
Часть с резьбой по длине должна подходить к глубине отверстия ступицы, болты с меньшей частью просто не подойдут.
Однако и излишняя длина будет вредить: в этом случае, когда будет вращаться колесо, болты станут цепляться за детали тормозного механизма.
Если же у вас легкосплавные колеса, то после некоторого времени эксплуатации нужно будет подтянуть болты. Это необходимо, так как твердость легких сплавов ниже, чем описанных выше, и из-за микронеровностей они будут чуть сминаться в областях контакта с головками болтов или ступицами. Результат — ослабление соединения.
Приступая к затягиванию крепежей, обязательно следуйте всем инструкциям, которые прописаны в Руководстве по эксплуатации автомобиля. Однако если там не указано особое значение, то затягивать их нужно моментом 10-11 кгс»м.
Не нужно прилагать изличшие усилия: если перетянуть болты, произойдет деформация диска колеса и нарушится профиль отверстия. Это не даст колесу держаться в ступице как положено. Есть также риск даже оборвать головку болта или смять ее грани. Если же перетянуть гайку, то в отверстие ступицы провернется шпилька.
Не будет даже возможности отвернуть эту гайку самостоятельно, без помощи специалиста из автосервиса или особого инструмента.
Затяжка секреток
Когда вы решаете использовать секретки на колеса, призванные защитить колеса от кражи, то при их затяжке нужно прилагать меньше усилий. Обычно «секреткой» заменяют только один болт или одну гайку на каждом колесе.
«Секретки» нужно выбирать очень тщательно: предполагается, что отвернуть их можно исключительно особым ключом – тем, что идет с ними в комплекте. Перед покупкой постарайтесь в этом удостовериться. Также узнайте, не испортится ли особый крепеж из-за воздействия грязи или воды. Старайтесь не покупать массивные «секретные» болты: они нарушат балансировку колес.
4.5. Приемка и герметизация соединений при условии их полной разборки
4.5.1. Независимо от способа натяжения, контролер должен, прежде всего, произвести наружный осмотр всех поставленных высокопрочных болтов и убедиться, что все болты имеют установленную маркировку, под все головки и гайки поставлены шайбы; выступающие за пределы гайки части болтов имеют не менее одного витка резьбы над гайкой и двух под гайкой; на собранном узле имеется клеймо бригады, выполнявшей эти работы ( рис. 3).
4.5.2. Количество болтов в узле, подлежащих контролю, указано в табл. 3.
Таблица 3
| Количество болтов в соединении, шт. | Количество болтов, подлежащих контролю |
| До 5 | 100 % |
| 6-20 | 5 шт. |
| 21 и более | не менее 25 % |
4.5.3. При несоответствии результатов контроля требованиям п. 3.5.1. хотя бы для одного болта, контролируется двойное количество болтов. Если и в этом случае будет выявлен дефектный болт, контролируются все болты данного соединения.

Рис. 3
4.5.4. Результаты контроля независимо от способа натяжения должны быть занесены в специальный журнал ( Приложение № I).
4.5.5. Ответственность за качество постановки болтов несёт производитель работ.
4.5.6 Плотность стяжки пакета проверяется щупом толщиной. 0,3 мм против затянутого болта на участке, ограниченном шайбой. Щуп не должен проходить между собранными деталями в зону, ограниченную шайбой (далее образующейся шайбой).
4.5.7. На каждом соединении, как правило, керном наносится клеймо бригады, выполнявшей соединение, и лица, производившего контроль. Номер клейма присваивается приказом по подразделению, выполняющему соединения. Если болты подготовлены методом парафинирования, рядом с клеймом ставится буква «П».
4.5.8. После приёмки соединения контролером, все стыки по контуру должны быть огрунтованы. Если в проекте объекта отсутствует марка грунтовки, допускается использование грунтовок ФЛ-03К, ГФ-021 с добавлением сухого пигмента до консистенции, исключающей затекание грунтовки внутрь пакета.
4.5.9. Инструмент для натяжения болтов и подготовки поверхностей принимается в соответствии с «Руководством по применению комплекта инструмента для постановки высокопрочных болтов». ММСС СССР Москва 1985 г. ( Приложение № 10).
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.
Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
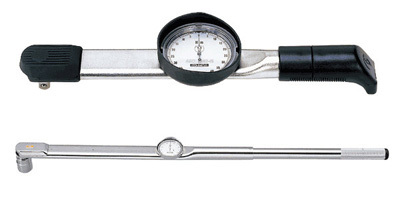
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент. С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
- Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Пневмогайковерт с регулировкой момента затяжки
Прежде чем начать разбор основных конструктивных особенностей пневматического гайковерта, необходимо отметить, что данное оборудование делится на два типа:
- Безударный
- Ударный
На сегодняшний день в силу технических модификаций принято разделять данное оборудование на множество моделей. Однако при всем этом устройство данного инструмента достаточно простое и почти ни чем не отличается в независимости от модели. Главными составляющими являются:
- Ударная система, она может содержать кулачковую муфту, кулачок, толкатель, пружинные и роликовые механизмы, маховик с валиком и штифты
- Пневматического типа двигатель, он чаще всего бывает ротационным шестилопаточным и устанавливается в корпус
- Узел реверса, располагается вместе с пусковым механизмом в рукоятке инструмента
- Пусковая часть, которая также находиться в рукоятке
Многие современные модели также дополнительно оснащены ручкой, которая размещается в двух и более различных положениях соотносительно корпусной части. Данное дополнение позволяет обеспечить комфорт при эксплуатации инструмента.