Как подготовить автомобиль к покраске?
Содержание:
- Как шлифовать шпаклевку на авто с помощью шлифмашинки
- История создания
- Ремонт серьезных повреждений элемента
- Виды зернистости наждачной бумаги
- Матование транспортировочного грунта
- Этапы подготовки кузова автомобиля под покраску
- Виды обезжиривателей
- Особенности силового агрегата
- Советы
- Как правильно шкурить наждачной бумагой
- Мокрый способ
- Матирование поверхности
- Что же в результате?
- Заключительный этап — шлифование
- Инструменты для матирования
- Матование обычной поверхности
Как шлифовать шпаклевку на авто с помощью шлифмашинки
Использование специального оборудования будет особенно актуальным на начальных этапах, когда нужно снимать большие шары шпатлевки. Финишные работы делаются вручную. В то же время, при работе с оборудованием, следует придерживаться таких правил:
- избегайте высоких оборотов, так будет легче контролировать процесс. Кроме того, высокие обороты могут привести к перегреву устройства;
- не стоит сильно нажимать на оборудование, иначе эффективность шлифования снизится;
- с помощью мягкой подложки можно снизить уровень давления на поверхность, что позволит более качественно обрабатывать кузов;

во время работ со шлифмашинкой, риски будут не такими крупными, как при ручном шлифовании;
ни в коем случае нельзя останавливать машинку на одном месте, ее следует постоянно двигать. Движения должны быть плавными, без резких рывков. Новым проходам следует заходить на предыдущие на 50% длины;
не стоит шлифовать одним краем подошвы, особенно при использовании крупного абразива
Важно, чтобы угол был как можно меньшим.

История создания
Первый опытный образец хэтчбека, который в настоящее время носит имя ВАЗ-2114, был собран еще в 2000 году. Спустя год Волжский автомобильный завод выпускает первую опытно-промышленную партию в количестве 50 автомобилей ВАЗ-2114 и в этом же 2001 году хэтчбек был впервые представлен публике. Но с постановкой новой модели на конвейер «АвтоВАЗ» не спешил. Причина была в том, что в этот момент на конвейере еще находился предшественник ВАЗ-2109 который, кстати, пользовался достаточно большим спросом.
Серийное производство обновленной «девятки» в лице ВАЗ-2114 началось только в 2003 году и целый год оба хэтчбека ВАЗ-2109 и ВАЗ-2114,автозавод выпускал параллельно. В 2004 году после снятия «девятки» с производства ВАЗ-2114 полноценно занял его место.
С этого момента автомобиль неоднократно модернизировали и вносили некоторые изменения в конструкцию, менялся дизайн салона, двигатель и многое другое. Различные модификации автомобиля ВАЗ-2114 выпускали не только в России, но и на Украине. В конце декабря 2013 года через 10 лет после начала серийного производства 5-дверный хэтчбек ВАЗ-2114, как и все семейство с неофициальным названием «Самара 2» был снят с производства.
Ремонт серьезных повреждений элемента
Пластик достаточно недолговечен и легко поддается некоторым видам повреждений, например, царапинам, сколам, трещинам, в некоторых случаях он может просто лопнуть. Серьезные повреждения можно отремонтировать двумя методами: использовать сварку либо осуществить проклейку детали. Сварка бампера хоть и является более надежным способом, однако может принести вам массу хлопот. В первую очередь, вы должны обладать набором необходимых инструментов. Придется приобрести специальный паяльник, электроды, фен, особые ножницы и пр. По всему выходит – метод далеко не дешев.
Если вы решите отремонтировать бампер своей машины способом проклеивания, то он обойдется вам в гораздо меньшую сумму. Для этого достаточно приобрести в любом автомобильном магазине специальный ремкомплект. В него входят около 2 метров армирующей стеклоткани, эпоксидная смола и отвердитель. В расширенных комплектах есть также шпаклевка под пластик, наждачная шкурка и резервуар для смешивания компонентов.
Стоят они около 50-60 долларов, так что каждый из вас сможет себе позволить приобрести их. Если вы обнаружите на бампере вашей автомашины разрывы, трещины либо дыры, нанесите с его наружной стороны армирующее стекловолокно. С тем, чтобы ремонтное покрытие было более прочным, желательно наклеить 3-4 слоя материала.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги

Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства

По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
- При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
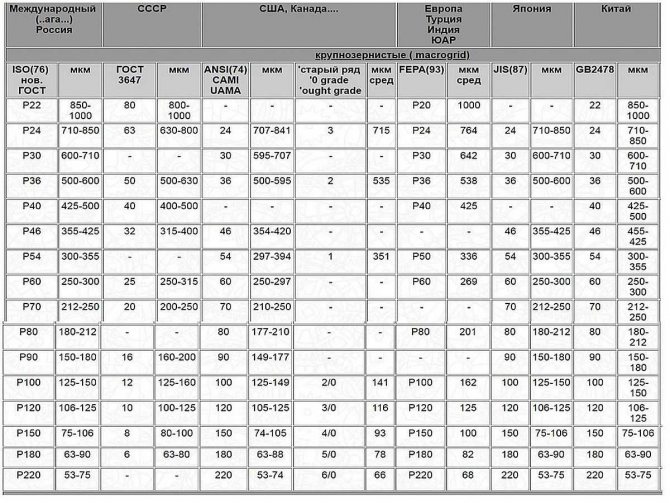
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
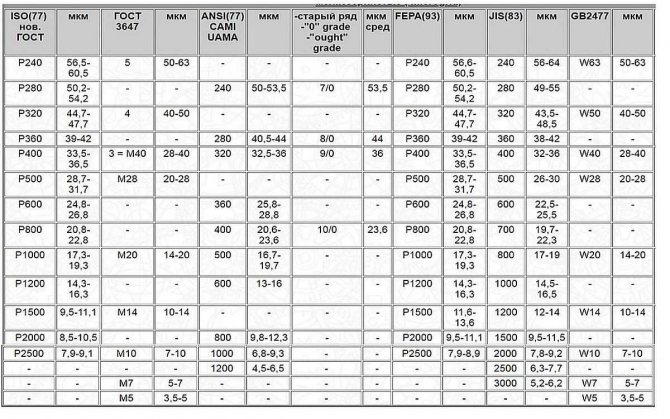
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Матование транспортировочного грунта
Для доставки деталей автомобиля к точке сборки используется специальный вид грунта и особенный способ нанесения: транспортировочное покрытие, созданное методом электроосаждения. Такие грунты отличаются высокой твердостью, поскольку предназначены для защиты от царапин. Это не значит, что обработка таких деталей требует применения агрессивных абразивов: специально для них созданы шлифовальные круги на минеральной основе, способные выдерживать большую нагрузку, но имеющие стандартную градацию.
Обработка транспортировочного грунта практически невозможна вручную. Поэтому наборы, появляющиеся в продаже, предназначены в основном для машин. Помимо кругов для шлифования с номерами от P320, в них входит паста и гель для доработки матовой поверхности.
Этапы подготовки кузова автомобиля под покраску
Шпаклевка. (кстати это слово может произноситься и как «шпатлёвка»). Важный этап подготовки к покраске авто. Перед шпаклевкой поверхность нужно «заматовить» для этого применяем наждачку р220-р260.
Для выравнивания крупных дефектов кузова применяем крупно-зернистую шпатлевку со стекловолокном (может подойти и другой вид двухкомпонентной шпатлевки с алюминиевым наполнителем). Шпатлевка наносится на глубокие сколы или вмятины несколькими слоями. Она эластична и выдерживает механические нагрузки. Может применяться и для пластиковых деталей. Но, как правило, для этого существует шпатлёвка для пластмасс.
Для выравнивания незначительных дефектов кузова применяется двухкомпонентная универсальная шпатлевка. Для окончательной доводки некоторых поверхностей использовать финишную шпатлевку. Для заполнения микротрещин применяется однокомпонентная акриловая шпатлевка (применяется после грунтовки).
Марки и производителей шпатлевок вы выбираете по своему усмотрению и предпочтениям
Важно строго придерживаться инструкций производителя по использованию шпатлевок
Шлифование. Перед началом использовать проявочную пудру (порошковый графит, сажа) для определения мест кузова, где необходимо добавить шпатлевки. Шлифовку производим при помощи шлифмашинки и наждачкой р80-р120.
Доводим поверхность шкуркой р240-р320 и обезжириваем места готовые под покраску. Малярной лентой и бумагой закрываем все детали и части автомобиля, которые не планируете красить.
Грунтовка. Для грунтовки необходим компрессор с давлением 3 атм. и грунт. Грунтовку начинаем с мест, которые шпаклевали. Грунт наносится в несколько слоев. Каждый слой должен высохнуть. Наиболее распространенные сегодня грунтовки – акриловые. Они гарантируют высокую защиту кузова от коррозии.
После грунтовки на носится слой «проявки», т.е напыление краски контрастного цвета.
Обработка грунтовки под покраску. Если готовимся красить автомобиль акриловой краской шкурка р400-р600; под металлик – р600-р800 плюс серый скотч-брайт (р500 – р600).
На этом этапе могут проявиться неровности или впадины. Снова возвращаемся к шпатлевке и доводим кузов до идеального состояния (см. выше).
Всё. Можно сесть и перекурить. Подготовка автомобиля к покраске произведена.
Виды обезжиривателей
Существует три вида химических составов, обеспечивающих хорошее обезжиривание поверхностей перед покраской:
- Органические углеродные: сольвент, ксилол, керосин, ацетон, трихлорметан, метиленхлорид. Очень хорошо удаляют жировые пятна с загрунтованных поверхностей, профилактически очищают их перед покраской. Недостатки: пожароопасны, токсичны.
- Эмульсионные: смеси органических растворителей и водно-щелочных растворов с добавлением активных веществ. Негорючи, обладают низкой токсичностью, хорошо использовать для обработки большой площади.
- На основе синтетических моющих средств. Дешевы, доступны, безопасны.
Особенности силового агрегата
Первые «четырнадцатые» модели ВАЗ оснащались инжекторными двигателями, характеризующимися рабочим объемом в 1499 см³ и мощностью 57,2 кВт. С 2007 года под капотом Lada 2114 Samara-2 находился четырехтактный бензиновый мотор с величиной рабочего объема 1599 см³, обеспечивающим мощность 59,5 кВт или 80 л. с. Такой двигатель соответствовал по параметрам экостандарту Евро 3. Последняя модернизированная модель с индексом 211440-24 имеет шестнадцатиклапанный двигатель мощностью 89 лошадиных сил.

Система питания методом распределительного (фазированного) впрыска обеспечивает высокие динамические возможности, обеспечивая осуществление разгона до 100 км/ час на протяжении всего 13 секунд. Максимальная скорость ваз 2114 – 160 км/ час. При этом авто экономно расходует бензин – всего 9 л/ 100 км пробега по городу.
Особенностью характеристики мотора данной модели является оригинальное месторасположение керамического катализатора – возле самого двигателя (в отличие от предшественников, которые имели катализатор под днищем). Отличие блока цилиндров мотора ваз «четырнадцатой» модели Lada Samara-2 – его измененный объем, достигнутый путем увеличения высоты каждого из цилиндров на 0,23 см.
Советы
- Перед окрашиванием температура в помещении не должна быть ниже +10. При низкой температуре на поверхности может образовываться визуально незаметный конденсат, который станет причиной появления дефектов после покраски. Машина должна простоять несколько часов при одинаковой температуре в помещении, где будет окрашиваться.
- Перед покраской, для уменьшения пыли, можно использовать полиэтиленовый укрывной материал. Его можно разместить, по возможности, вокруг всего помещения.
О технологии покраски автомобиля можете прочитать здесь.
1 Comment on Подготовка машины к покраске
Здравствуйте, подскажите пожалуйста возможен такой вариант подготовки детали к покраски, если деталь имеет заводское ЛКП не имеющее сколов до металла: Ручное шлифование детали до заводского грунта абразивом от 3M 800 После того как начнётся виднеться грунт заводской взять машинку эксцентрик с мягкой подложкой и 1000 абразив и выровнять риску и толщину поверхности детали, проверяя толщиномером Затем обезжирить и покрасить ?
Как правильно шкурить наждачной бумагой
Технология несложная. Главное – аккуратность и терпение. Для ошкуривания нужно брать разные номера наждачной бумаги для покраски авто – от самого мелкого до крупного шлифовального материала.
Особенности процесса
Работу проводите в чистом, сухом, хорошо освещенном боксе. Сделайте влажную уборку, застелите пол и стены полиэтиленовой пленкой.
Подготовьте спецодежду, защитите органы дыхания респиратором, глаза – очками. Собирайте образуемую в процессе ошкуривания крошку пылесосом.
Подготовительные работы
Конечный результат окрашивания напрямую зависит от подготовительного этапа:
- Сначала помойте машину на автомойке.
- В гараже снимите все пластиковые, хромированные детали, не имеющие отношения к окрашиванию.
- Вымойте авто еще раз с шампунем, вытрите насухо, обезжирьте уайт-спиритом.
- Осмотрите кузов, оцените масштаб работ. Возможно, зачищать, красить и шкурить придется не всю площадь.
- Заварите места, которые в этом нуждаются, проведите рихтовку.
Подготовительные работы
После еще раз начисто уберите помещение.
Особенности ручного шлифования
Для облегчения работы заранее подготовьте шлифок – колодку с держателями наждачной бумаги. Приспособление можно купить либо изготовить самому из подручных материалов: куска деревяшки, жесткой губки.
Первый этап зачистки кузова автослесари и маляры называют матированием. Полировать на больших площадях удобнее с применением шлифовальной машины, но там, где инструментом не подлезть, затирать лучше вручную. Номер наждачки для матирования авто – Р220-240.
После этой процедуры четко обнажаются вмятинки, царапины, другие дефекты. Запускайте шкурку под номером Р120: она сравняет царапины, острые кромки краски, подчистую уберет ржавчину.
Шлифок ручной
Цель процедуры на данном этапе – не гладкая поверхность. Для лучшей адгезии шпаклевки с кузовным металлом на последнем должны оставаться равномерные микроцарапины.
Не забывайте убирать мусор пылесосом. Когда поверхность подготовлена, прошпаклюйте ее, дайте высохнуть. Подберите подходящий номер наждачной бумаги для шлифовки после шпаклевки авто, пройдитесь по всем панелям.
Одного слоя грунтовки недостаточно, поэтому кузов покройте вторым, по необходимости – и третьим слоем, каждый раз ошкуривая место ремонта.
Как шлифовать шпаклевку на авто с помощью шлифмашинки
Лучший результат будет достигнут с помощью эксцентриковой виброшлифмашины. Электроинструмент прост в использовании: просто нужно прикрепить к машине специальные шлифовальные круги с крепежными отверстиями. Далее водите по поверхности в случайно выбранных направлениях.
На оборудовании предусмотрен пылесборник, который засасывает остатки абразива
Важно подобрать для шлифования грунта на авто нужный номер наждачной бумаги и размер зерна, а скорость и качество будут обеспечены прибором

Шлифовка с помощью шлифмашинки
Для самых больших и ровных площадей подойдет ленточная шлифмашина. На нее закрепите наждачную бумагу в виде полотна. Далее включите аппарат и, взявшись за рукоять, водите им в нужном направлении. Стоит учитывать мощь инструмента: машина может сточить большой слой металла.
Мокрый способ
Если желания или возможности (или того и другого) шлифовать по сухому у вас нет, в этом случае стоит прибегнуть к старому дедовскому методу: взять водичку и водостойкой шкуркой пройти всю поверхность. Сначала с брусочком, а затем от руки (с равномерным нажимом, не налегая на пальцы).

Только в этом случае нужно брать уже более мелкий абразив: P800-P1000
. Предварительно сбить шагрень и спилить неровности можно и более грубым абразивом, например P600, но затем все-равно нужно перебить риску абразивом помельче, учитывая шаг шлифования (после P600 он возрастает до 200 единиц).
Использовать абразив мельче P1000 при обработке грунта «по мокрому» запрещено!
При шлифовании грунта важно следить за целостностью покрытия, особенно при работе по мокрому — понятно, что вода может стать источником коррозии. Кроме того, может возникнуть такой неприятный дефект как «пузырение» и другие дефекты
Как бы там ни было, после работы с водой деталь нужно хорошенько промыть, удалив остатки сошлифованного материала и тщательно просушить.
Если в процессе шлифовки обнаружились прошкуренные места, их нужно обезжирить и подгрунтовать. Для этих целей удобно использовать грунт в баллончике. После высыхания подгрунтованные участки обрабатываются мягкой абразивной губкой (ultra fine).
И последнее. Зашлифованная под покраску деталь должна стоять не более 24 часов
. Если через сутки она не будет покрашена, ее нужно заново перешлифовать конечным абразивом.
Делать это необходимо по той причине, что риски на наполнителе (те которые не видны невооруженным глазом) в процессе высыхания начинают трескаться, втягивая влагу, пыль и грязь из окружающей среды. Достать их оттуда потом невозможно и они крайне негативно влияют на качество ЛКП.
Поэтому, если деталь простояла в ожидании покраски более суток, старый потрескавшийся микро-слой надо обязательно сбить. Перед этим не забудьте обезжирить поверхность.
Матирование поверхности
Матирование следует начинать с зачистки крупнозернистой наждачной бумагой больших плоских поверхностей шлифовальной машинкой или рубанком
Обработанные и рельефные поверхности осторожно обрабатываются вручную. В процессе качественного матирования старое покрытие снимается и остается ровный отполированный тонкий слой
Заключительные этапы матирования это:
- шлифовка;
- визуальная проверка качества работы при помощи проявочного порошка;
- промывка чистой водой;
- протирка губкой или войлоком;
- просушка;
- обезжириваниние.
Проверять качество работы лучше при боковом освещении. Обнаруженные дефекты отмечаются маркером и обрабатываются повторно. От качества матования зависит надежность сцепления ЛКП с поверхностью автомобиля. При этом матование обычных поверхностей и транспортировочного грунта существенно отличаются, поэтому их следует рассмотреть отдельно.
Матование обычной поверхности
Матование проводится на всех этапах покраски автомобиля. Для нанесения грунтовки, шпатлевки и краски поверхность обрабатывается абразивами различной зернистости для улучшения реакции между слоями.
Перед грунтованием поверхность ошкуривается наждачной бумагой с размером зерен примерно Р320. Перед покраской обработка проводится менее агрессивными абразивами, в пределах Р800-Р1200, либо с применением специальной пасты. При локальном ремонте края участка полируются тонкой абразивной губкой Р2000. При качественной полировке в одном и том же месте используют поочередно несколько абразивов разной зернистости, сперва для ошкуривания, а затем для полировки. Матование проводится всухую, например для полиэфирной шпатлевки, либо со смачиванием умеренным количество воды для удаления пыли.
Справка! Технологические подробности обработки можно узнать из инструкции к выбранному абразиву от производителя.
Матование транспортировочного грунта
Для доставки новых деталей на реализацию их нередко защищают от повреждений специальным защитным слоем. Транспортировочный грунт наносится методом электроосаждения и отличается высокой твердостью. Перед эксплуатацией такой детали защитный слой необходимо снять и нанести стандартное автомобильное ЛКП. При покраске новых деталей матирование потребуется, если кроме грунтовки присутствует транспортировочное покрытие. Выяснить его наличие поможет растворитель, реагирующий с любым покрытием кроме базового грунта.
Аккуратно снять транспортировочный грунт вручную практически невозможно, поэтому потребуется использовать шлифовальную машину. Снятие транспортировочного грунта требует, в связи с его твердостью, специфического подхода. Понадобится специальный шлифовальный круг из минеральных составляющих. Он имеет стандартную градацию Р320, но справляется с повышенной нагрузкой при шлифовке. Также в комплекте идут гель и паста для матования.
Что же в результате?
Итак, процесс шлифования – самая ответственная задача в ходе выполнения покрасочных работ. Если правильно все сделать, лакокрасочное покрытие будет хорошо держаться и сохранит свой привлекательный внешний вид.

Надеемся, наш свод правил поможет вам подобрать подходящий абразив, а также провести качественную шлифовку шпатлевки перед нанесением краски на свое транспортное средство.
Видео-совет какой шкуркой шкурить шпаклевку на авто:
1200 руб. за фотоотчёт
Платим за фотоотчёты по ремонту авто. Заработок от 10 000 руб/мес. Пишите:
Полировка кузова автомобиля довольно актуальная тема, ведь каждому автовладельцу хочется видеть своего надежного железного друга красивым и сияющим на солнце перламутровыми отливами с идеальным зеркальным лакокрасочным покрытием. Добиться таких успехов можно только качественной полировкой, при условии хорошего слоя лака, или акриловой краски. Важным фактором в зеркальной поверхности автомобиля является полировка после покраски.
Ни одна покраска в камере не может гарантировать полное отсутствие пылинок на окрашиваемой поверхности, а свежая краска или лак при высыхании может терять до 60% блеска – на это есть ряд технологических причин: качество используемых материалов при покраске и подготовке поверхности, используемые растворители, влажность, температура сушки.
Именно полировка после покраски является самой необходимой, для успешного высокоглянцевого покрытия. В зависимости от ряда причин, свежеокрашенные детали могут не обладать сразу идеально глянцевой поверхностью — помимо пылинок, это может быть и разнокалиберная шагрень, и перепылы лака, на последнем слоя лака, при покраске вкруг всей машины.
Не обязательно и отдавать машину на полировку в специализированный сервис, хотя они и сделают все намного быстрее и возможно качественнее. На полировку кузова цена колеблется в среднем от 70 до 150 долларов, а сами материалы, необходимые для полировки — от силы 50. Так что, если хотите сэкономить не лишнюю «соточку», читайте дальше.
Заключительный этап — шлифование
Приступаем к шлифованию. Не забываем нанести сухое проявочное покрытие — контролируем зоны ремонта. Для выполнения манипуляции возьмем абразивный материал Р240 и ручной рубанок.
Задача — выровнять то место, где у нас нанесена шпатлевка.
Итак, зона ремонта авто отшлифована.
Полностью шлифовать 240-м абразивом весь загрунтованный участок нет необходимости. Берем шлифовальную машинку и 320-й круг. Но предварительно на риску 240 также нанесем проявочное покрытие.
320-м кругом на эксцентриковой машинке выравниваем основную плоскость. Мягкую подложку не применяем.
Обратите внимание: зону периферии мы вначале обрабатывали 320-й градацией. И теперь шлифовку также производим Р320
Это важно и правильно: одинаковые риски под и на грунте помогают избежать дефектов в процессе окрашивания авто.
Грунт полностью выровняли. Приступаем к подготовке всей поверхности под окраску. Цвет авто — светлый, поэтому покраску будем производить под 500-ую градацию. Перед шлифовкой, по алгоритму, наносится проявочное сухое покрытие — для контроля мельчайших дефектов. Перед финальной обработкой градацией Р500 устанавливаем мягкую проставку, чтобы не протереть канты. Труднодоступные места и ребра автомобиля обрабатываем вручную абразивом на мягкой основе.
И вот результат: деталь уже готова для покраски, остается обдуть ее воздухом.
Инструменты для матирования
Для удобного матирования автомобиля пригодятся ошкуривающие и полировальные инструменты. Выбор зависит от площади окрашиваемой поверхности. Для полной перекраски кузова незаменимым помощником станет шлифовальная машинка. Экономной альтернативой для ровных поверхностей выступают бруски для наждачной бумаги, они же рубанки. С их помощью проще вручную обрабатывать поверхность автомобиля.
Ручное матирование требуется в сложных и неровных местах. При матировании рельефных деталей пригодятся скотч-брайты. Это гибкие и упругие абразивы на войлочной основе, позволяющие обрабатывать труднодоступные места без изменения формы. Они отличаются по степени агрессивности материала расцветкой – от красной для грубой работы, до зеленой для полировки.
Матирование вручную
При ручной обработке поверхности при матировании используется скотч-брайт или гибкая наждачная бумага. Эти материалы позволяют качественно обработать сложные рельефные участки
При этом важно помнить про изменении траектории ошкуривания при изгибе и учитывать его для равномерного матования
При ручной работе с абразивами существенно упрощает матирование шлифование с водой. Для смачивания кузова используется мокрая губка. Важным условием качественной обработки является чистота воды, поэтому следует часто ее менять. Избежать подтеков лакировки и шагрени поможет добавление в воду жидкого мыла. После матирования поверхность вымывается обильным количеством проточной воды и насухо протирается ветошью без ворса.
Матирование рубанком
При ручном матировании ровных поверхностей удобнее закрепить абразив на рубанке. Это деревянный брусок, который удобно держать в процессе матования. При работе следует надежно закреплять наждачную бумагу и регулярно изменять направление рубанка для равномерной полировки.
Матирование авто при помощи шлифмашинки
Универсальным выбором шлифовальной машинки для матирования автомобильного кузова является эксцентриковая, она же орбитальная машинка. Шлифмашина в разы ускорит работы по матованию в случаях:
- полного снятия старого лакокрасочного покрытия;
- обработки переходных зон отдельных участков кузова перед покраской;
- выравнивания зашпатлеванных участков;
- снятия транспортировочной грунтовки.
Эффективно применять шлифмашинку на всех плоских поверхностях. При высокой жесткости покрытия используются плоскошлифовальные машинки или специальные насадки с минеральными абразивами
При машинной обработке важно следить за исправностью насоса и шланга для удаления пыли. Для предотвращения забивания абразива рекомендуется периодически простукивать подошву машинки
При работе недопустимо давить на машинку и допускать перегрев поверхности. Также нельзя подвергать машинному матированию изогнутые, искривленные и тонкие детали.
Матирование автомобильного кузова и деталей нужно на всех этапах нанесения защитного и лакокрасочного покрытия. Для работы потребуется набор абразивов разной зернистости. Разные элементы кузова обрабатываются различными инструментами – гладкие поверхности можно ошкурить шлифмашинкой, тонкий металл нужно обрабатывать рубанком, а труднодоступные места можно отполировать только вручную.
Подготовка машины к покраске является важным, ответственным этапом. От того, как поверхность будет подготовлена, зависит, насколько хорошо будет держаться лакокрасочное покрытие, а также как оно будет выглядеть после нанесения.
p, blockquote 1,0,0,0,0 —>
Подготовка производится после ремонта кузова и в целях его перекрашивания в другой цвет или обновление старого ЛКП. Этот процесс включает в себя матование, чистку и обезжиривание, а также заклеивание прилегающих частей, не подлежащих окрашиванию.
p, blockquote 2,0,0,0,0 —>
Перед распылением краски неровности, сколы, царапины нужно устранить. Лакокрасочный слой не скроет никаких дефектов, а только подчеркнёт их. Повреждения необходимо выправить, зашпаклевать и выровнять шлифованием. Шпаклёванные области и места с «голым» металлом грунтуются, потом шлифуются.
p, blockquote 3,0,0,0,0 —>
Матование обычной поверхности
Отметим сразу, что ошкуривание может и должно проводиться перед нанесением любого покрытия, будь то грунтовка, шпатлевка или краска. Но последний материал требует особенно точного подхода, поскольку нанесение краски – финишная отделка. Перед грунтованием проводится ошкуривание основной плоскости наждачной бумагой P320 – для труднодоступных мест используется абразив на войлоке.
Обработка автомобиля непосредственно перед покраской предполагает использование менее агрессивных абразивов или их использование со специальной пастой. Таким образом, при ремонте ЛКП следует различать непосредственно шлифование, необходимое для «зацепления» краски, и создание перехода с матовой поверхности. После окончательной локализации повреждения проводится шлифовка участка в центральной части площади предполагаемого нанесения краски. «Сухим» методом проводится шлифовка автомобиля абразивом P400-600, «по-мокрому» – абразивом от P1000.
Края поврежденного участка обрабатываются абразивной губкой категории «Micro Fine», т.е. очень тонкой. Эта часть матования авто распространяется на площадь большую, чем область покраски. Полировка необходима для того, чтобы сделать переход от одного слоя краски к другому менее заметным. В идеале необходимо применить на авто несколько видов «шкурок», постепенно уменьшая зернистость абразива и расширяя границу шлифовки. Если деталь требуется немного «подрезать», то начинать следует с P600, но обычно первая «замывка» производится номером P800, а в промежутке между «800» и «1200» на поверхность наносится проявка ЗМ.
Подготовка поверхности переходной зоны производится только всухую, хотя для некоторых кругов (со вспененной основой) допустимо использование небольшого количества воды. В таком случае пылеоотвод должен быть отключен. Конкретные указания необходимо получить от производителя из инструкции по применению или на офиц. сайте. К примеру, если речь идет о популярных кругах компании ЗМ, то ручную подготовку полировки под лак рекомендуется проводить абразивом с номером от P3000. Следует учесть также рекомендации производителя лака, а после окончания работ удалить пыль и тщательно обезжирить поверхность растворителем.