Как поменять седла клапанов на ваз 2108
Содержание:
- Как выгодно обменять авто с пробегом
- Установка нового седла
- Причины и признаки замены седла клапана ВАЗ
- Установка седла — это очень ответственный этап работы.
- Краткие сведения
- Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
- Устройство и вероятные неисправности клапанного механизма
- КАК ПОМЕНЯТЬ СЕДЛО КЛАПАНА:
- Процесс замены клапанов ГБЦ
- Седло — нагнетательный клапан
- Установка нового седла
- Замена сёдел клапанов.
Как выгодно обменять авто с пробегом
Чтобы гарантировать законность услуги обмена авто с пробегом и ее объективную стоимость, процесс купли-продажи стоит проводить в проверенном автоцентре. Здесь клиенту предложат:
- Диагностику старой модели, на основании которой будет определена ее стоимость;
- Выбор машин на обмен, абсолютно новых или обладающих чистой историей пробега: все автомобили проходят криминалистическую экспертизу, потому в автосалоне никогда не будут продавать автомобиль с “темным прошлым”;
- Юридическое сопровождение сделки: клиент заключает нотариально заверенный договор и при необходимости может воспользоваться кредитными услугами банка-партнера автосалона;
- Оперативность услуги: клиенту не нужно искать покупателей для своего ТС, он лишен необходимости улаживать вопросы с ГАИ или банком. Перечисленные функции — задача автоцентра.
Таким образом при минимальном наличии документов возможно купить автомобиль улучшенной комплектации в течение от одного до трех дней. Услуга обмена авто с пробегом дает возможность регулярно менять автопарк владельца, приобретая его лучшие модели.
Установка нового седла
Рассухариватель клапанов. как сделать своими руками
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
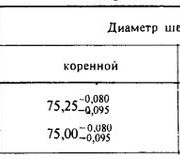
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
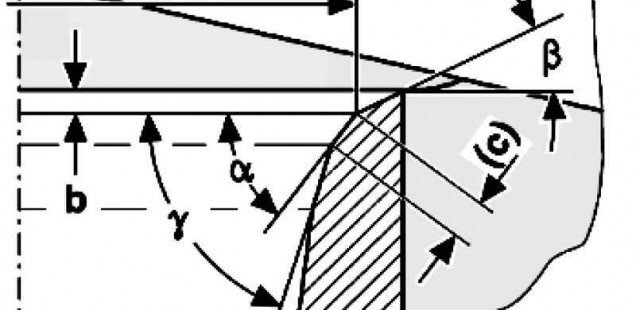
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Причины и признаки замены седла клапана ВАЗ
Приступая к проверке, необходимо старательно очистить сёдла и камеры сгорания двигателя, иногда под нагаром обнаруживаются еле заметные трещины. Испорченные и «проблемные» поверхности камер, как правило, отличаются от других камер по цвету. Наличие тех или иных типов дефектов определит необходимость и вариант ремонта сёдел клапанов. Основанием для замены может быть:
- Износ — главная причина замены сёдел клапанов. Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
- Как продолжение первой причины, замена нужна, если седла и/или клапанапрогорели.
- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Советы по замене седел клапанов ВАЗ
Перед началом работ необходимо убедится в необходимости замены седел. Стоит помнить, что это достаточно сложный процесс, требующий специального инструмента, навыков выполнения подобных операций и твердых знаний.
Для начала проверяем ГБЦ на герметичность (опрессовка), т.е. на наличие малозаметных трещин рубашки. В случае обнаружения трещин, их необходимо заделать сваркой и лишь потом приступать к расточке сёдел.
Для удаления старых сёдел с посадочных мест лучше воспользоваться станочным оборудованием, растачивая его до момента, пока не останется тонкое кольцо, которое провернется в гнезде. Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
При монтаже новых сёдел следует учесть, что их установка производится с натягом; обеспечение гарантированного натяга должно составить от 0,1 до 0,15 мм по наружному диаметру. Разница температур рабочих поверхностей должна достигать минимум 180 С°. Для этого поверхность ГБЦ нагревают на 180-200 С°, а сёдла охлаждают в жидком азоте.
Для осуществления замены седла клапана понадобится:
- печка;
- шарошки для сёдел клапанов;
- холодильная камера;
- штангенциркуль;
- молоток и запрессовка для сёдел;
- новые сёдла клапанов.
Снимаем ГБЦ, моем, проверяем, подготавливаем необходимые инструменты.
В первую очередь, выражаю большую благодарность за помощь, предоставленый гараж с необходимой оснасткой моему другану Демичу (Demid91), спасиб бро)

Теперь дело за запрессовкой седел, для этого использовали уже опробованный и запатентованный Демичем способ «электрическая плитка-огнетушитель», а если у кого с этим проблеммы увидемся в суде…Сам процесс: греем голову(не свою а блока цилиндров) градусов до 90, а седла охлаждаем углекислотным огнетушителем(-70 гр по цельсию) запрессовывем оправками сделанными из доработанных старых клапанов.
Но как в нашем деле и пологается без косяков ни как: 7-ое седло скалывась 2 раза, 1седло пошло не соостно и лопнуло, на следующий день все было исправленно и все седла были на своих местах.
Установка седла — это очень ответственный этап работы.
Ещё раз проверяем: замеры седла и гнезда выполнены правильно, в отверстии гнезда не должно оставаться стружки, готовим специальную оправку и приступаем к запрессовке.
Установку нового седла выполняют с помощью оправки ударным способом!

Установка седла
Существует мнение, что для того чтобы облегчить себе установку седла, головку блока подогревают до 180-200 С, а седло охлаждают в жидком азоте. Хочу Вам авторитетно заявить: так могут делать либо не профессионалы, либо это рассказывают для развода лохов.
На самом деле седло запрессовывается ударным способом без всяких температурных изощрений. Правильно изготовленное седло из металлокерамического материала, обладает пружинящим эффектом. Нагрев головки и охлаждение седла используются для чугунных седел, а это уже каменный век. Кстати в литературе авторитетной компании Kolbenshmidt этот вопрос описывается именно таким же образом.
Когда седло установлено, осталось только сделать на нем правильную фаску. Эта тема для отдельной статьи, она будет посвящена именно обработке фаски седла клапана, по-другому называют «восстановление рабочей фаски седла».
Краткие сведения

Клапаны имеют простую конструкцию и отличаются высокой износостойкостью. Последнее обусловлено материалом изготовления, который должен выдерживать повышенные нагрузки.
Сам клапан состоит из нескольких участков:
- тарелки (нижняя расширенная часть детали);
- стержня (верхняя узкая часть детали, идущая от тарелки кверху);
- фаски (место прилегания тарелки к блоку цилиндров);
- кромки тарелки;
- торца стержня (верхняя его часть, расположенная над выточкой);
- выточки под сухари (небольшая канавка под торцом).
Место контакта тарелки и головки блока цилиндров называют седлом. Оно изготавливается из стали или чугуна и запрессовывается в ГБЦ.
По своему назначению клапаны бывают двух видов:
Впускной
Отвечает за подачу топливовоздушной смеси в цилиндро-поршневую систему. Имеют цельный стержень и, обычно, тарелку большего диаметра для улучшения рабочих свойств.
Выпускной
Отвечает за отвод отработанных газов в процессе работы ДВС. Стержень этого типа клапанов изготавливается полым; внутрь его помещается натрий. Такая конструкция позволяет охлаждать выпускной клапан, так как он подвержен более высокому нагреву, чем впускной. Для его производства обязательно используется жаростойкий металл.
Почему же возникает необходимость замены клапанов?
При обычных условиях эксплуатации клапаны могут подлежать замене по причине износа. Происходит это примерно через 300 тысяч км пробега.
Причин, послуживших необходимости внеплановой замены, обычно две: прогорание и деформация.
Преждевременное прогорание может случиться из-за:
- постоянная езды на максимально возможных оборотах и, как следствие, детонирующий двигатель;
- частой заправки низкокачественным горючим;
- неправильно отрегулированного зазора (зазор слишком маленький и теплоотвод нарушен);
- неподходящего калильного числа свечей зажигания, и пр.
Деформируется клапан при обрыве цепи ГРМ или в том случае, когда она перемещается на несколько звеньев (такое случается при плохом натяжении). В результате стержень прогибается, что приводит к неплотному прилеганию тарелки к седлу.
Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
Замена радиатора печки ваз 2114: как снять и поменять своими руками пошагово с фото и видео
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом. В состав входит два основных элемента:
головка;
стержневая часть.
Эти автомобильные узлы могут иметь головки различных форм:
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки. Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.
КАК ПОМЕНЯТЬ СЕДЛО КЛАПАНА:
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
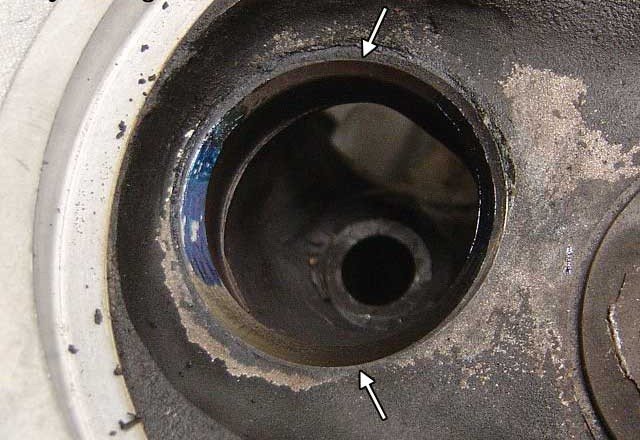
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Процесс замены клапанов ГБЦ

Для того, чтобы произвести замену, придется основательно разобрать (а затем собрать) газораспределительный механизм. В зависимости от модели авто и конструктивных особенностей двигателя этот процесс может иметь некоторые отличия. Но в целом система демонтажа и сборки одинакова. В целом, последовательность действий такова:
Демонтаж ГБЦ
Для этого потребуется:
- произвести подготовительные работы: разомкнуть провод и «минусовую» клему аккумулятора, отсоединить трубки и шланги подачи технических жидкостей, топливные магистрали, снять навесное оборудование;
- затем снять крышку ГБЦ;
- открутить болты крепления ГБЦ;
- снять ГБЦ.
Демонтаж распределительного вала
Последовательность действий:
- снять приводной ремень;
- снять зубчатый шкив;
- открутить болты, которыми удерживается крышка распредвала;
- снять саму крышку и сальники;
- снять распредвал.
Прежде чем приступать к процедуре, следует вывернуть свечи зажигания. Это позволит избежать их повреждения.
Рассухаривание клапанов
Процесс осуществляется с помощью специального инструмента — рассухаривателя.Некоторые используют дедовский метод. Для этого необходимо:
- закрыть место, откуда должен выскочить сухарь тряпкой (чтобы поймать его);
- установить свечник или высокую головку с диаметром меньше, чем у шайбы фиксированной сухарями;
- резко ударить молотком по тарелке таким образом, чтобы пружина оказалась сжатой до размеров сухаря; это спровоцирует его выскочить.
Метод можно использовать в крайнем случае и имея опыт. Новичок рискует нанести серьезные повреждения клапану, например, погнуть его. Покупка рассухаривателя — лучший вариант.
Очистка и осмотр клапанов
После проведенных манипуляций извлеченные из втулки клапаны очищают от нагара и осматривают на предмет повреждений.
В зависимости от степени повреждения, деталь необходимо:
- заменить на новую;
- очистить и притереть.
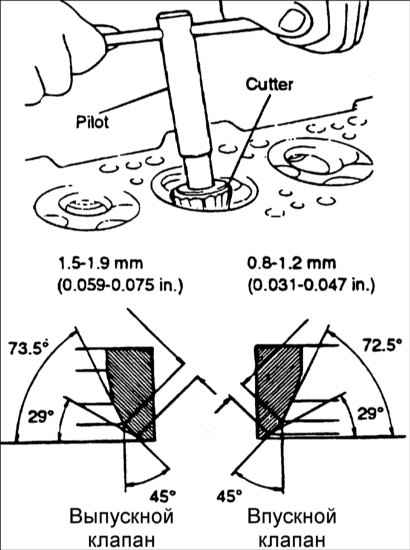
Также необходимо проверить седло клапана. Если прогары и раковины на нем слишком серьезные, чтобы убрать притиркой, седло придется обработать с помощью специального инструмента, который называют шарошкой или борфрезой. Шарошка представляет собой насадку для обработки различных поверхностей, в том числе и металлических. Она крепится на дрель и устраняет механичнские повреждения.
В процессе главное — не увлечься и не снять слишком большой слой металла. Также не следует интенсивно давить на дрель, это приводит лишь к перегреву и затруднению самой обработки. Перед работой головку шарошки рекомендуется смазывать специальным смазочным составом, чтобы снизить интенсивность износа.
Приобретение нового набора клапанов необходимо при полном уничтожении детали (иногда такое случается) или деформации стержня. Теоретически погнутый стержень можно выпрямить, но затраченные время и усилия того не стоят.
Выбирая клапаны, следует убедиться в том, что они идентичны
Особенно важно, чтобы детали имели одинаковую высоту. Поверхность не должна иметь царапин, сколов и любых других повреждений. Перед установкой всю деталь, за исключением фаски (ее следует притереть), желательно отполировать
Перед установкой всю деталь, за исключением фаски (ее следует притереть), желательно отполировать.
После притирки клапанов необходимо произвести сборку конструкции. Все манипуляции производятся в обратном порядке.
Седло — нагнетательный клапан
Седло нагнетательного клапана зажимается между клапанной клеткой и ниппелем в специальной выточке ниппеля. Седло всасывающего клапана зажимается между уплотнякщим конусом и клеткой в гнезде уплотняющего конуса.
Седло нагнетательного клапана имеет диаметр, превышающий диаметр цилиндра, притерто к цилиндровой гильзе и прижато к ней буферной пружиной. Образующийся при этом кольцевой зазор намного превышает по площади проходное сечение клапана. Жидкость успевает вытесниться поршнем из цилиндра в полость верхней крышки, чем и предотвращаются опасные последствия гидравлического удара.
Седло нагнетательного клапана прижато к втулке плунжера торцевой поверхностью штуцера через уплотнительную текстолитовую прокладку.
Рабочая поверхность седла нагнетательного клапана должна быть притерта; допускается неплоскостность не более 0 02 мм.
Площадь проходного сечения седла нагнетательного клапана всегда бывает меньше, чем у седла всасывающего клапана в связи с большими допустимыми скоростями течения жидкости.
Ширина рабочей поверхности седла нагнетательного клапана не должна превышать 1 3 мм.
| ЗО. Устройства для удаления пара из. |
Уменьшение диаметра отверстия в седле нагнетательного клапана, с одной стороны, увеличивает скорость пара и соответственно дроссельные потери, с другой — снижает мертвый объем, в результате чего растет коэффициент подачи.
Внутри штуцера выполнена полость, в которой расположен хвостовик седла нагнетательного клапана. Верхняя часть штуцера заканчивается резьбовым хвостовиком для крепления деталей, соединяющих внутреннюю полость штуцера с топливопроводом.
Корпус насоса не подлежит восстановлению при износе отверстий под втулку плунжера, седло нагнетательного клапана, под опору кулачкового вала, при повреждении резьбы под штуцера.
Представленные кривые роста чугуна в образцах позволяют считать установленным, что в седлах нагнетательных клапанов цилиндра имел место рост чугуна в период эксплуатации компрессора.
Подъем нагнетательного клапана ограничивается упором 23 Штуцером 24 через медное уплотняющее кольцо 20 седло нагнетательного клапана втулка закрепляются в головке насоса. Необходимое усилие затяжкитштуцеров 24 обеспечивается применением специального тарированного ключа. Зубчатый венец на штуцерах позволяет осуществить контровку штуцеров зубчатыми замками 49, стягиваемыми болтами.
В случае необходимости заданную чертежом величину вредного пространства получают за счет подрезки нижних торцов седла нагнетательного клапана с последующей повторной притиркой седла по бортику б цилиндра.
Она представляет собой верхнюю крышку, ограничивающую камеру цилиндра, нагружена пружиной и является одновременно седлом нагнетательного клапана. В крупных машинах ( рис. 127) в ложной крышке расположены от 3 до 6 нагнетательных клапанов. Назначением ложной крышки является сброс жидкого рабочего тела, попавшего из испарителя или сконденсировавшегося в цилиндре, вследствие всасывания влажных паров, непрошедшего через сечение нагнетательных клапанов ( рассчитанных на высокие скорости пара 20 — 35 м / сек) из полости цилиндра в нагнетательную полость.
Анализируя полученные данные, можно заметить, что результаты проведенных испытаний полностью подтвердили предположение относительно роста чугуна в седлах нагнетательных клапанов цилиндров. Действительно, все кривые роста чугуна в образцах из седел всасывающих клапанов цилиндра располагаются выше соответствующих кривых в образцах из седел нагнетательных клапанов. Из сравнения видно, что чугун в образцах из нагнетательных клапанов при 400 С проявляет примерно такую же эффективность роста, как чугун образцов из всасывающих клапанов при 300 С.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Замена сёдел клапанов.
124 и 126 двигатели на каком гнет клапана. 124 двигатель гнет ли клапана
Необходимость в замене седла клапана может возникнуть в следующих случаях.
1. Седло изношено. Зенкуя седло под притирку клапана, вы обнаруживаете, что материала седла для дальнейшей доработки нет. Клапан садится глубоко настолько, что зазор не может быть отрегулирован. Решением может быть только замена седла.2. Седло и клапан прогорели. А в чем причина? Мало ли причин! Были плохо притерты седло и клапан или зазор в приводе клапана был недостаточный
Уже неважно. Важно, что убирая зенковкой на седле клапана черноту, вы обнаруживаете, что материала не хватает. А дальше пункт 1
3. Посадка седла в головке ослабла. Заметна коррозия по наружному диаметру.4. В седле клапана обнаружена трещина.5. Делая тюнинг головки, вы меняете клапана на увеличенные. Соответственно нужны увеличенные седла. Сначала проверьте, может быть, сможете использовать те седла, которые есть. Замена седел- не очень сложная работа, но в случае ошибки придется обращаться в автовыкуп или на утилизацию
А дальше пункт 1. 3. Посадка седла в головке ослабла. Заметна коррозия по наружному диаметру.4. В седле клапана обнаружена трещина.5. Делая тюнинг головки, вы меняете клапана на увеличенные. Соответственно нужны увеличенные седла. Сначала проверьте, может быть, сможете использовать те седла, которые есть. Замена седел- не очень сложная работа, но в случае ошибки придется обращаться в автовыкуп или на утилизацию.
Как удалить старое седло клапана
Самый простой и удобный способ на станке. При растачивании седла его толщина и прочность уменьшаются, а потом в один прекрасный момент сила резания превышает силу трения в соединении. Остаток от седла проворачивается и далее его можно вынуть пассатижами. Если вы собираетесь устанавливать седла большего диаметра , то далее вам понадобится расточить посадочное место.
Если требуется просто замена штатного седла, используйте другой способ. Зажмите в патроне электрической дрели небольшой абразивный круг. Включите дрель и запиливайтесь в материал седла. В какой-то момент натяг седла ослабнет и его можно будет вынуть. Желательно чтобы этот произошло до того, как круг врежется в материал головки.
Еще один способ. В головку вставляют старый клапан. Тот, который здесь и был. И приваривают его к седлу в 3…4-х точках. А затем ударами молотка по клапану выбивают седло.
Новое седло
Материал седел клапанов довольно разнообразен. Бронза, сталь, нержавеющая сталь, металокерамика, чугун. Для седел клапанов изготовленных на АВТОВАЗе используется чугун. Такие седла можно легко обрабатывать ручным инструментом. А вот седла клапанов из закаленной стали можно только шлифовать. Для этого нужен специализированный станок.
Седла клапанов из бериллиевой бронзы имеют то преимущество, что хорошо отводят тепло от клапанов. Часто этот материал применяют для гоночных автомобилей. Но для ежедневного вождения по городу крутить двигатель до 8000 оборотов не нужно. Следовательно, и седла из бериллиевой бронзы не нужны.
Современный и перспективный материал – металлокерамика. Седла из этого материала могут удачно объединять такие противоречивые свойства как износоустойчивость и хорошая обрабатываемость. И при этом не очень большая цена. Заготовки для двигателя ЗМЗ могут стоить от 30 рублей за штуку.
Для упрощения ремонта, желательно найти готовые, покупные детали. Но тут нас ожидает сюрприз: готовые седла для Лады найти крайне сложно. И это будут седла тюнинговые. Это хороший признак, значит, нужны они крайне редко. Но, если понадобится, седла придется заказывать знакомому токарю.Упомянутые выше заготовки для ЗМЗ не применяются сразу. Это именно заготовки. Их дорабатывают по фактическим размерам гнезда под седло.
Монтаж седла
Седла устанавливают с натягом. Замерив фактические размеры, дорабатывают седла. Обеспечивают гарантированный натяг 0,1…0,15мм. Подготовленную головку нагревают до температуры 100…200 градусов. Для этого используют печь или электроплитку. А вот газовая горелка или паяльная лампа дадут неравномерный нагрев.Седло напротив охлаждают сухим льдом или жидким азотом, а затем при помощи оправки и молотка запрессовывают в головку.
Когда головка не спеша остынет, можно переходить к следующей стадии ремонта — зенковке седел и притирке клапанов.